
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
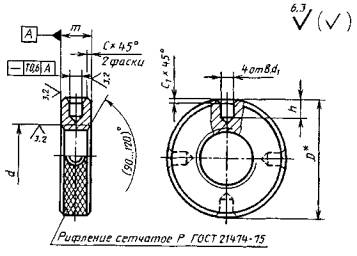
Вернуться в "Каталог СНиП"ГОСТ 8381-73* Гайки круглые с радиально расположенными отверстиями класса точности А. Конструкция и размеры.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Утвержден Постановлением Государственного комитета стандартов Совета Министров СССР от 19 декабря 1973 г. № 2716. Дата введения установлена 01.01.75 Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94) Издание 2006 г. с Изменениями № 1, 2, утвержденными в марте 1980 г., декабре 1986 г. (ИУС 4-80, 3-87). 1. Настоящий стандарт распространяется на круглые гайки с радиально расположенными отверстиями с диаметром резьбы от 2 до 20 мм. 2. Конструкция и размеры гаек должны соответствовать указанным на чертеже и в таблице.
мм
Пример условного обозначения гайки диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Н, класса прочности 5, без покрытия: Гайка M12.5 ГОСТ 8381- 73 То же, с мелким шагом резьбы с полем допуска 6Н, класса прочности 12, из стали 40Х с покрытием 02 толщиной 9 мкм: Гайка М12×1,25.6Н.12.40Х.029 ГОСТ 8381-73 (Измененная редакция, Изм. № 1, 2). 3. Резьба - по ГОСТ 24705-2004. 4. По заказу потребителя допускается изготовление гаек без рифления. 5. Поверхности отверстий «под ключ» стальных гаек должны иметь твердость 37,5 . . . 43,5 HRCэ. 6. Стальные гайки должны быть подвергнуты объемной термической обработке до твердости 28 . . . 33,5 HRCэ. 3 - 6. (Измененная редакция, Изм. № 2). 7. По заказу потребителя допускается стальные гайки изготовлять без термообработки. 8. Допуск перпендикулярности опорной поверхности гайки относительно оси резьбы - по 10-й степени точности ГОСТ 24643-81. 9. Допуск параллельности опорных поверхностей гайки - по 10-й степени точности ГОСТ 24643-81. 8, 9. (Измененная редакция, Изм. № 2). 10. По заказу потребителя гайки должны быть размагничены. 11. Остальные технические требования - по ГОСТ 1759.0-87. 12. Теоретическая масса гаек указана в приложении. 13. Неуказанные допуски размеров, формы и расположения поверхностей - по ГОСТ 1759.1-82. (Введен дополнительно, Изм. № 2). ПРИЛОЖЕНИЕ Справочное Масса стальных гаек с крупным шагом резьбы
Примечание. Для определения массы гаек из других материалов величины масс, указанные в таблице, следует умножить на коэффициенты: 0,356 - для алюминиевого сплава; 1,080 - для латуни.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/35074/
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|