
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"СТО 17330282.27.140.017-2008 Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования.Российское открытое акционерное общество энергетики и электрификации "ЕЭС России"
МЕХАНИЧЕСКОЕ
ОБОРУДОВАНИЕ Дата введения - 2008 - 07 - 30 ОАО РАО «ЕЭС России» 2008
РОССИЙСКОЕ ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ» ПРИКАЗ 30.06.2008 № 309 Об утверждении и вводе в действие Стандарта организации ОАО РАО «ЕЭС России» «Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования» В соответствии с решением Правления ОАО РАО «ЕЭС России» (протокол заседания от 22.11.2004 № 1106пр/2), НП «Гидроэнергетика России» разработан стандарт организации ОАО РАО «ЕЭС России» «Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования». Проект стандарта прошел процедуры, предусмотренные «Положением о порядке разработки, рассмотрения и утверждения технических стандартов организации корпоративного уровня в ОАО РАО «ЕЭС России». Центральная комиссия ОАО РАО «ЕЭС России» по техническому регулированию приняла решение об утверждении Стандарта (протокол от 27.05.2008 № 15). ПРИКАЗЫВАЮ: 1. Утвердить Стандарт ОАО РАО «ЕЭС России» СТО 17330282.27.140.017-2008 «Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования» (далее - Стандарт) согласно приложению 1. 2. Ввести Стандарт в действие с 30 июля 2008 года. 3. Рекомендовать Советам директоров ДЗО ОАО РАО «ЕЭС России» (далее - ДЗО), а так же Советам директоров обществ дочерних и зависимых по отношению к ДЗО (далее - ВЗО) рассмотреть вопрос о присоединении к Стандарту. 4. Установить, что решение Совета директоров ДЗО/ВЗО по вопросу «О присоединении к Стандарту» должно содержать указание на присоединение ДЗО/ВЗО к Стандарту и положение о том, что Стандарт является локальным нормативным актом ДЗО/ВЗО. 5. Отменить действие в Холдинге нормативных документов согласно Приложению № 2 и исключить их из Реестра действующих в электроэнергетике НТД, утвержденного приказом ОАО РАО «ЕЭС России» от 14.08.2003 г. № 422 «О пересмотре нормативно-технических документов (НТД) и порядке их действия в соответствии с ФЗ «О техническом регулировании». 6. Некоммерческому партнерству «ИНВЭЛ» (Левцеву А.М.): 6.1 Обеспечить регистрацию и учет Стандарта в системе Информационного фонда по техническому регулированию и внести в реестр документов по техническому регулированию в электроэнергетике. 6.2 Обеспечить размножение и рассылку Стандарта заинтересованным организациям. 7. Контроль за исполнением настоящего приказа оставляю за собой. Заместитель Председателя Правления Я.М. Уринсон Приложение 2 к приказу ОАО РАО «ЕЭС России» от 15.05.2008 г. № 309 Перечень нормативно-технических документов, подлежащих отмене в связи с вступлением в действие стандарта организации ОАО РАО «ЕЭС России» «Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования»
Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения стандарта организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения». Сведения о стандарте 1. РАЗРАБОТАН НП «Гидроэнергетика России», ОАО «ВНИИГ им. Б.Е. Веденеева» 2. ВНЕСЕН НП «Гидроэнергетика России» 3. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО РАО «ЕЭС России» от 30.06.2008 № 309 4. ВВОДИТСЯ ВПЕРВЫЕ Содержание ВведениеСтандарт организации ОАО РАО «ЕЭС России» «Механическое оборудование гидротехнических сооружений ГЭС. Организация эксплуатации и технического обслуживания. Нормы и требования» (далее - Стандарт) разработан в соответствии с требованиями Федерального закона № 184-ФЗ «О техническом регулировании». Стандарт направлен на повышение надежности и безопасности эксплуатации механического оборудования гидроэлектростанций и объекта в целом. При разработке Стандарта актуализированы относящиеся к области его применения действующие в гидроэнергетике нормативно-технические документы или отдельные разделы этих документов. В Стандарт включены апробированные, подтвержденные опытом эксплуатации технические нормы, методики и рекомендации по эксплуатации механического оборудования гидротехнических сооружений ГЭС, уточнены действующие порядок и правила работы при осуществлении технического обслуживания этого оборудования. Установленные Стандартом нормы и требования при техническом обслуживании механического оборудования гидротехнических сооружений учитывают потенциальные опасности и сценарии развития опасных ситуаций с учетом требований безопасности. Стандарт должен быть пересмотрен в случаях ввода в действие новых технических регламентов и национальных стандартов, содержащих не учтенные в Стандарте требования, а также при необходимости введения новых требований и рекомендаций, обусловленных развитием новой техники. СТАНДАРТ ОРГАНИЗАЦИИ ОАО РАО «ЕЭС РОССИИ» МЕХАНИЧЕСКОЕ
ОБОРУДОВАНИЕ Дата введения 30 - 07 - 2008 1 Область применения1.1 Стандарт является корпоративным нормативным документом, устанавливающим, в соответствии с Федеральным законом «О безопасности гидротехнических сооружений», требования технического характера к процессам эксплуатации и технического обслуживания механического оборудования гидротехнических сооружений гидроэлектростанций, связанных с их безопасным и эффективным использованием после ввода в эксплуатацию. 1.2 Стандарт устанавливает требования к организации эксплуатации механического оборудования гидротехнических сооружений гидроэлектростанций, в том числе к функциям персонала, выполнение которых является обязательным для безопасной эксплуатации, к подготовке персонала, приемке механического оборудования в эксплуатацию, соблюдению требований по охране природы. 1.3 Стандарт распространяется на процессы эксплуатации (технологические режимы, технический контроль) и технического обслуживания (эксплуатационное обслуживание, ремонт, реконструкция) механического оборудования гидротехнических сооружений гидроэлектростанций в условиях нормальных и предельных режимов, устанавливаемых нормативными техническими документами и проектной (конструкторской) документацией. 1.4 Стандарт распространяется на все виды и типы механического оборудования водосбросных, водовыпускных и водоподводящих гидротехнических сооружений гидроэлектростанций: - затворы гидротехнических сооружений и разборные плотины всех типов и любого назначения вместе с опорно-ходовыми и закладными частями; - сороудерживающие решетки, плавучие заграждения и прочие устройства, преграждающие доступ посторонним предметам (плавающим телам) к водопропускным отверстиям гидротехнических сооружений и защищающие турбинные тракты ГЭС от мусора; - стационарные подъемные и тяговые механизмы для затворов, устройства для маневрирования вододействующими затворами; - подъемно-транспортные механизмы, предназначенные для маневрирования подвижными конструкциями гидротехнических сооружений (козловые и мостовые краны, подвесные однорельсовые тележки); - вспомогательные устройства для маневрирования затворами и решетками: штанги, траверсы, захватные балки с механическим или гидравлическим приводом для сцепления подъемно-транспортных механизмов с затворами и сороудерживающими решетками под водой, подхваты; - решеткоочистные машины и устройства для очистки сороудерживающих решеток и водного пространства перед ними; - подъемно-транспортное оборудование общего назначения (тележки для перемещения в пределах гидроузла затворов, трансформаторов, мусора из-под решеткоочистных машин и грейферов кранов, поворотные круги, лифты, бремсберги, кантователи и т. п.); - прочие специальные устройства: герметические двери, крышки люков, крышки над агрегатами и т.п.; - облицовки затворных камер и прилегающих участков водоводов; - устройства для защиты механического оборудования от обмерзания при его эксплуатации при отрицательных температурах, включающие пневматические системы и потокообразователи для поддержания незамерзающего пространства перед поверхностными затворами, а также различные обогревательные приспособления. 1.5 Действие Стандарта распространяется на все организации (общества, компании), входящие в структуру ОАО РАО «ЕЭС России», занимающиеся эксплуатацией механического оборудования гидротехнических сооружений гидроэлектростанций, в том числе при чрезвычайных ситуациях, при авариях и ликвидации их последствий, а также на проектные, специализированные и иные организации при наладке, испытаниях, ремонте, реконструкции действующего оборудования. 1.6 Требования Стандарта обязательны для применения организациями, в установленном порядке на добровольной основе присоединившимися к Стандарту; в иных случаях соблюдение требований Стандарта другими субъектами хозяйственной деятельности должно быть предусмотрено в договоре (контракте) между заказчиком - субъектом применения Стандарта и исполнителем заказываемых работ и услуг. 1.7 Требования к приемке в эксплуатацию механического оборудования вновь построенных и реконструированных гидротехнических сооружений изложены в [1]. 1.8 Стандарт устанавливает общие требования и нормы в сфере своего применения. Стандарт не учитывает все возможные особенности исполнения его требований на конкретных гидроэлектростанциях. В развитие Стандарта для применения на каждой гидроэлектростанции их собственниками (эксплуатирующими организациями) могут быть в установленном порядке разработаны и утверждены индивидуальные стандарты организации (местные производственные и должностные инструкции), учитывающие особенности компоновки, конструкции и условий эксплуатации механического оборудования, не противоречащие действующим нормативным правовым документам, действие которых распространяется на область эксплуатации гидроэлектрических станций, и не снижающие уровень требований, предъявляемых названными документами, Стандартом и проектной (конструкторской) документацией. 1.9 Нормы и требования Стандарта должны использоваться на ГАЭС и малых ГЭС при условии дополнительного учета специфических для этих электростанций особенностей условий их эксплуатации. 1.10 Стандарт базируется на основных нормативно-технических, распорядительных и информационных документах, относящихся к области применения Стандарта, действовавших в период его разработки. 2 Нормативные ссылкиВ Стандарте использованы следующие законодательные и нормативно-правовые документы: Федеральный Закон РФ от 27.12.2002 г. № 184-ФЗ «О техническом регулировании»; Федеральный закон от 21.07.1997 г. № 117-ФЗ «О безопасности гидротехнических сооружений»; ГОСТ Р 1.4-2004 Стандартизация в Российской Федерации. Стандарты организации. Общие положения; ГОСТ Р 1.5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения; ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения; ГОСТ 19431-84 Энергетика и электрификация. Термины и определения; ГОСТ 19179-73 Гидрология суши. Термины и определения; ГОСТ 25348-82 Основные нормы взаимозаменяемости. ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм (с Изменением № 1); ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения; ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями № 1, 2, 3); ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями № 1, 2, 3); ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменением № 1); ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры (с Изменением № 1); ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия; ГОСТ 1497-84 (ИСО 6892-84, СТ СЭВ 471-88) Металлы. Методы испытаний на растяжение (с Изменениями № 1, 2, 3); ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах (с Изменениями № 1, 2); ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии (с Изменениями № 1, 2, 3); ГОСТ 1451-77 Краны грузоподъемные. Нагрузка ветровая. Нормы и метод определения; Правила технической эксплуатации электрических станций и сетей РФ. (Утверждены Приказом Минэнерго России № 229 от 19.06.2003 г.; зарегистрированы Минюстом РФ № 4799 20.06.2003 г.). Примечание - При пользовании Стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины и определенияВ Стандарте применены термины по Федеральному Закону РФ № 117-ФЗ, ГОСТ 19431-84, ГОСТ 19179-73, ГОСТ 27.002-89, [2], а также следующие термины с соответствующими определениями: 3.1 безопасность гидротехнического сооружения: Свойство гидротехнического сооружения, определяющее его защищенность от внутренних и внешних угроз или опасностей и препятствующее возникновению на объекте источника техногенной опасности для жизни, здоровья и законных интересов людей, состояния окружающей среды, хозяйственных объектов и собственности. 3.2 безопасность машины: Способность машины выполнять функции и иметь возможность быть транспортируемой, устанавливаемой, регулируемой, обслуживаемой, демонтируемой в условиях предназначенного применения, согласно инструкции изготовителя, без травмирования или нанесения другого вреда здоровью. 3.3 безотказность: Свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки. 3.4 быки: Обтекаемые потоком опорные конструкции затворов или подкрановых путей, устанавливаемые на водоприемниках ГЭС и зданиях ГЭС или других гидротехнических сооружениях ГЭС. 3.5 бьеф: Часть водотока, примыкающая к водоподпорному сооружению с верховой стороны (верхний бьеф) или с низовой стороны (нижний бьеф). 3.6 водовод: Гидротехническое сооружение для подвода и отвода воды в заданном направлении (трубопровод, туннель, лоток). 3.7 водопропускные сооружения: все водопроводящие сооружения, включая водосбросы, водовыпуски, водоспуски, водоводы различного назначения, водозаборные сооружения и каналы оросительных систем и систем водоснабжения, судоходные шлюзы, рыбопропускные сооружения и резервные водосбросы. 3.8 водосброс: Гидротехническое сооружение для пропуска воды, сбрасываемой из верхнего бьефа во избежание его переполнения. 3.9 водосбросная плотина: Плотина или ее часть, выполняющая функции водосбросного сооружения. 3.10 водосливная плотина: Водосбросная плотина, пропуск воды через гребень которой осуществляется со свободной поверхностью потока. 3.11 водоприемник: Часть водозаборного сооружения, служащая для непосредственного приема воды из водоема, водотока или подземного водоисточника. 3.12 гидротехническое сооружение, гидросооружение: Сооружение для использования водных ресурсов, а также для борьбы с вредным воздействием вод 3.13 государственный надзор за безопасностью гидротехнических сооружений: Организация и проведение уполномоченными государственными органами исполнительной власти периодических инспекций (проверок) гидротехнических сооружений с целью установления соответствия их состояния и уровня эксплуатации требованиям безопасности, включая правила техники безопасности, требованиям норм и правил технической эксплуатации, экологическим нормативам, а также с целью проверки деятельности собственников (эксплуатационных организаций) гидротехнических сооружений по обеспечению и поддержанию их безопасности, в том числе исполнения предписаний предыдущих инспекций в установленном Законом Российской Федерации «О безопасности гидротехнических сооружений» порядке. 3.14 дефект: Каждое отдельное несоответствие механического оборудования установленным требованиям. 3.15 диагностика: Комплекс работ по техническому диагностированию механического оборудования ГТС с целью выдачи заключения о возможности и условиях его дальнейшей эксплуатации. 3.16 документация эксплуатационная: Техническая документация (часть общей конструкторской документации), которая поставляется изготовителем вместе с механическим оборудованием, включающая сертификат (паспорт), техническое описание, руководство по эксплуатации и монтажу. 3.17 долговечность: Свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта. 3.18 затвор гидросооружения: Подвижная конструкция, предназначенная для закрывания и открывания отверстий гидротехнического сооружения и регулирования пропускаемого расхода воды. 3.19 затвор глубинный: Затвор, перекрывающий отверстие, расположенное ниже уровня воды; его верхняя кромка находится ниже уровня воды. 3.20 затвор поверхностный: Затвор, верхняя кромка которого находится выше уровня воды. 3.21 затвор основной (рабочий): Затвор, постоянно работающий при эксплуатации сооружения и служащий для оперативного регулирования уровней и расходов воды. 3.22 затвор ремонтный: Затвор, используемый для временного перекрытия отверстия при ревизиях и ремонте находящихся за ним основного или аварийного затвора, их закладных частей или части сооружения. 3.23 затвор аварийный: Затвор, применяемый для быстрого временного перекрытия отверстия гидротехнического сооружения в случае отказа или аварии основного затвора или гидроагрегата. 3.24 затвор аварийно-ремонтный: Затвор, выполняющий функции аварийного и ремонтного. 3.25 затворная камера: Участок водопроводящего тракта, в пределах которого осуществляется изменение размеров и формы сечения водовода (в том числе разделение его быками), необходимое для компоновки затвора той или иной конструкции, и устанавливается затвор (размещаются его корпус и закладные части). 3.26 межзатворное пространство: Участок затворной камеры между аварийными (ремонтными) и основными затворами. 3.27 надежность механического оборудования: Свойство механического оборудования сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования. Надежность является комплексным свойством, которое в зависимости от назначения механического оборудования и условий его применения может включать безотказность, долговечность, ремонтопригодность и сохраняемость или определенные сочетания этих свойств. 3.28 напор: Давление воды, выражаемое высотой водяного столба над рассматриваемым уровнем. 3.29 напор на сооружение: Разность между полной удельной энергией потока в верхнем бьефе и удельной потенциальной энергией в нижнем бьефе. 3.30 напорный бассейн: Водоем для сопряжения безнапорной деривации (канала, туннеля, лотка) с турбинными трубопроводами деривационной ГЭС. 3.31 наработка: Продолжительность или объем работы объекта. Наработка может быть как непрерывной величиной (например, продолжительность работы в часах), так и целочисленной величиной (например, число рабочих циклов). 3.32 несоответствие: Документально подтвержденное отступление от требований по качеству, которое обуславливает качество оборудования или объекта неприемлемым или неопределенным. 3.33 нормальный подпорный уровень: наивысший проектный подпорный уровень верхнего бьефа, который может поддерживаться в нормальных условиях эксплуатации гидротехнических сооружений. 3.34 обеспечение качества: Планируемые и систематически проводимые мероприятия, необходимые для обеспечения достаточной уверенности в том, что механическое оборудование при эксплуатации будет работать удовлетворительно. 3.35 отказ: Событие, заключающееся в нарушении работоспособного состояния объекта. 3.36 плотина: Водоподпорное сооружение, перегораживающее водоток и его долину для подъема уровня воды. 3.37 повреждение: Событие, заключающееся в нарушении исправного состояния объекта при сохранении работоспособного состояния. К повреждениям относятся: износ - уменьшение проектных элементов механического оборудования со временем до предельно допустимых значений; остаточная деформация - изменение со временем первоначальной формы элементов механического оборудования или отдельного его элемента до предельно допустимых значений. 3.38 подпорный уровень: Уровень воды, устанавливающийся в верхнем бьефе в результате преграждения или стеснения русла сооружениями. 3.39 ремонт: Комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. 3.40 ремонт капитальный: Ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые. 3.41 ремонт текущий: Ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей. 3.42 ресурс остаточный: Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние. 3.43 риск аварий на гидротехническом сооружении: Комбинация вероятностей возникновения аварий на гидротехническом сооружении и их ожидаемых последствий для жизни и здоровья людей, собственности и окружающей среды. 3.44 состояние исправное: Состояние объекта, при котором он соответствует всем требованиям нормативно-технической и (или) конструкторской (проектной) документации. 3.45 состояние неисправное: Состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации. 3.46 состояние работоспособное: Состояние объекта, при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской (проектной) документации. 3.47 состояние неработоспособное: Состояние объекта, при котором значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствует требованиям нормативно-технической и (или) конструкторской (проектной) документации. 3.48 состояние частично неработоспособное: Состояние объекта, при котором объект способен частично выполнять требуемые функции. 3.49 состояние предельное: Состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно. 3.50 срок службы: Календарная продолжительность эксплуатации от начала эксплуатации объекта или ее возобновления после ремонта до перехода в предельное состояние. 3.51 техническое обслуживание: Комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. 3.52 техническое состояние: Совокупность параметров, определяющих прочность, жесткость и непроницаемость объекта, подверженных изменению в процессе эксплуатации. 3.53 толщина остаточная: Фактическая толщина элемента в точке замера. 3.54 толщина проектная: Толщина, указанная в рабочих чертежах, либо в документах о согласовании отступления от чертежа. 3.55 форсированный подпорный уровень: Подпорный уровень выше нормального, временно допускаемый в верхнем бьефе в чрезвычайных условиях эксплуатации гидротехнических сооружений. 3.56 шахта затворная: Часть сооружения, служащая для размещения подвижной части затвора при полном или частичном открытии отверстия. 3.57 шугосброс: Водопропускное сооружение, предназначенное для предотвращения попадания шуги в закрытый водовод и ее сброса в нижний бьеф. 3.58 эксплуатирующая организация: Организация любой организационно-правовой формы, осуществляющая техническую эксплуатацию и обслуживание на праве собственности, праве хозяйственного ведения или праве оперативного управления, аренды либо ином законном основании. 4 Обозначения и сокращенияАСМК-112 - антифрикционный самосмазывающийся материал композиционный. ДСП-Б-гт - марка древесного слоистого пластика; ГАЭС - гидроаккумулирующая станция; ГЭС - гидравлическая электрическая станция; КИА - контрольно-измерительная аппаратура; ПТЭ - Правила технической эксплуатации электрических станций и сетей РФ; СТО ГЭС - стандарт организации гидроэлектростанции; ТО и Р - техническое обслуживание и ремонт; 5 Организация эксплуатации и технического обслуживания механического оборудования гидротехнических сооружений ГЭС и ГАЭС5.1 Основные положения5.1.1 Настоящий Стандарт содержит требования к эксплуатации затворов гидротехнических сооружений, а также сороудерживающих решеток, запаней и прочего механического оборудования, перечисленного в п. 1.2 настоящего Стандарта. Настоящий Стандарт обязателен для применения при эксплуатации механического оборудования водосборных, водозаборных и водоподводящих гидротехнических сооружений ГЭС. Требования по оценке технического состояния аварийных, аварийно-ремонтных затворов и сороудерживающих решеток гидротурбинных блоков содержатся в стандарте [10]. Действия настоящего Стандарта не распространяются на уникальные высоконапорные затворы, эксплуатация которых осуществляется по специальным инструкциям заводов-изготовителей. 5.1.2 На основе настоящего Стандарта для применения на каждой гидроэлектростанции собственником (эксплуатирующей организацией) должны быть разработан и утвержден индивидуальные стандарты ГЭС (местные производственные инструкции) по эксплуатации и техническому обслуживанию механического оборудования гидротехнических сооружений гидроэлектростанций, учитывающие особенности ГЭС и ее механического оборудования. 5.1.3 При разработке стандартов ГЭС (местных производственных инструкций) необходимо учитывать требования ГОСТ Р 1.4, настоящего Стандарта и стандартов организации [1 - 9]. Построение, изложение, оформление и содержание стандартов организаций выполняются с учетом ГОСТ Р 1.5. 5.1.4 Стандарты ГЭС (местные производственные инструкции) по эксплуатации и техническому обслуживанию механического оборудования должны учитывать требования действующих руководящих и методических документов и не противоречить и не снижать уровень требований действующих правовых нормативных документов, настоящего Стандарта. 5.1.5 Стандарты ГЭС (местные производственные инструкции) по эксплуатации и техническому обслуживанию механического оборудования должны включать следующие сведения: - краткую характеристику механического оборудования, его назначение и эксплуатационные функции; - порядок эксплуатации механического оборудования в нормальных условиях работы, при пропуске паводков и половодий и в зимний период; - порядок подготовки и проведения ремонта механического оборудования; - порядок эксплуатационного контроля состояния и работы механического оборудования; - порядок хранения и транспортирования механического оборудования; - требования охраны труда при эксплуатации механического оборудования. 5.1.6 При составлении стандартов ГЭС (местных производственных инструкций) по эксплуатации и техническому обслуживанию механического оборудования для определения эксплуатационных режимов работы механического оборудования необходимо учитывать требования и рекомендации первичной технической документации (включая материалы проекта, заводские инструкции, технические паспорта на металлические конструкции и оборудование, сертификаты на использованные материалы, геометрические схемы установки оборудования, схемы контрольных обмеров, акты на скрытые работы, акты контроля сварных швов акты испытаний), которая должна быть передана техническому руководителю ГЭС заводами-изготовителями и монтажными организациями по каждому виду оборудования, решения пусковых комиссий, результаты специальных исследований и испытаний, а также опыт эксплуатации. 5.1.7 В стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования должны быть указаны сроки и средства защиты металлических конструкций механического оборудования гидросооружений от коррозии. При этом следует руководствоваться указаниями инструкций заводов-изготовителей оборудования, а также специализированных организаций. 5.1.8 К стандартам ГЭС (местным производственным инструкциям) по эксплуатации и техническому обслуживанию механического оборудования должны быть приложены следующие материалы: - сведения о потребности в запасных частях; - рекомендации по смазке трущихся деталей; - схемы конструкций основных и ремонтных затворов, а также решеток и запаней; - схема маневрирования затворами; - данные о металле (форма приведена в приложении А); - сводный лист контрольных измерений точности сборки подвижной конструкции (форма приведена в приложении Б); - сводный лист контрольных измерений точности установки закладных частей (форма приведена в приложении В); - сводный лист измерений и отклонений от чертежей, допущенных при изготовлении и монтаже (форма приведена в приложении Г); - данные о технических осмотрах (форма приведена в приложении Д); - данные о текущем ремонте (форма приведена в приложении Е); - сведения о произошедших авариях (форма приведена в приложении Ж). 5.1.9 В случае изменения условий эксплуатации или состояния механического оборудования в стандарты ГЭС (местные производственные инструкции) по эксплуатации и техническому обслуживанию механического оборудования должны вноситься соответствующие изменения и дополнения. Стандарты ГЭС (местные производственные инструкции) по эксплуатации и техническому обслуживанию механического оборудования должны пересматриваться не реже одного раза в три года. 5.1.10 Для каждой категории персонала, занимающегося эксплуатацией механического оборудования, составляется должностная инструкция, утверждаемая руководителем ГЭС. Должностные инструкции должны быть составлены в соответствии с Правилами технической эксплуатации электрических станций и сетей и Стандартом и содержать четкие указания о подчиненности, правах, обязанностях и ответственности персонала. Пересмотр должностных инструкций должен производиться один раз в три года. 5.2 Требования к персоналу5.2.1 Работа с персоналом, занятым эксплуатацией механического оборудования гидротехнических сооружений ГЭС, должна быть организована в соответствии с [3, 11]. Подготовка и аттестация работников, обслуживающих грузоподъемное оборудование, должна осуществляться также в соответствии с порядком, установленным Ростехнадзором [15]. 5.2.2 К работе по эксплуатации механического оборудования допускаются лица с профессиональным техническим образованием: гидротехники, строители, геодезисты, гидрогеологи, специалисты по системам управления и диагностики, другие специалисты, в зависимости от сложности объекта и проекта эксплуатации. Лица, не имеющие соответствующего специального образования и опыта работы, должны пройти обучение на курсах повышения квалификации по программе, утвержденной в установленном порядке собственником или эксплуатирующей организацией и согласованной с Ростехнадзором. 5.2.3 В соответствии с перечнем опасных и вредных видов деятельности [12], работники, занятые на этих работах, в установленном порядке должны проходить предварительные (при поступлении на работу) и периодические медицинские осмотры. 5.2.4 Собственник или эксплуатирующая организация должны обеспечить возможность работникам, занятым на эксплуатации механического оборудования гидротехнических сооружений, поддерживать (повышать) свои знания путем организации технических библиотек и периодическим обучением на курсах повышения квалификации не реже одного раза в 5 лет [3, 11]. 5.2.5 Персонал, занятый эксплуатацией механического оборудования должен проходить проверку знаний общих требований безопасности, установленных федеральными законами и иными нормативными правовыми актами Российской Федерации, отраслевых правил, норм и инструкций по технической эксплуатации оборудования, охране труда, промышленной и пожарной безопасности, настоящего Стандарта и стандартов ГЭС (местных производственных инструкций). Оперативный персонал, занятый эксплуатацией механического оборудования гидротехнических сооружений, должен проходить проверку знаний с выдачей по результатам проверки соответствующего удостоверения не реже одного раза в год, остальной персонал - не реже одного раза в 3 года [9, 11]. Объем проверки знаний для каждой категории работников определяет технический руководитель ГЭС с учетом требований [11, 15]. 5.3 Технические требования к механическому оборудованию5.3.1 Механическое оборудование гидротехнических сооружений и средства его дистанционного или автоматического управления и сигнализации должны быть в исправности и находиться в состоянии готовности к работе. 5.3.2 Роль затворов водопропускных сооружений в комплексе гидротехнических сооружений определяется требованием пропуска необходимого расхода воды или прекращения пропуска воды через водопропускные сооружения в любое время для обеспечения бесперебойной работы гидроузла. Поэтому затворы должны работать независимо и безотказно. Основными функциями затворов водопропускных сооружений являются: - поддержание заданного уровня воды в верхнем бьефе путем регулирования пропуска воды в нижний бьеф; - прекращение поступления воды через водозаборные сооружения путем полного закрытия их отверстий; - перекрытие отдельных отверстий в случае аварии или на время ремонта сооружения и гидросилового оборудования. 5.3.3 Затворы водопропускных сооружений должны удовлетворять следующим основным требованиям: - прочности и устойчивости конструкции в целом и ее отдельных узлов; - водонепроницаемости затвора и мест сопряжений его с частями сооружений или мест сопряжений отдельных частей затвора; - возможности свободного маневрирования в стоячей или текущей воде в зависимости от назначения затвора; - возможности регулирования пропуска воды (при ее заборе или сбросе) при различных открытиях отверстий без нарушения нормальной работы затвора (для основных регулирующих затворов). 5.3.4 Все секции затвора должны быть пронумерованы во избежание аварий из-за неправильной их установки по высоте. 5.3.5 Затворы основных водопропускных сооружений должны быть подвергнуты испытанию по специальной программе при полном и частичных открытиях отверстий в соответствии с реальными условиями эксплуатации. По результатам испытаний назначаются режимы работы затворов. Испытания затворов и их механизмов должны быть проведены заблаговременно, до приемки электростанции в постоянную эксплуатацию. 5.3.6 Режим эксплуатации основных глубинных затворов, находящихся под высокими напорами, равно как и основных затворов напорных водосбросов совмещенных гидроэлектростанций, особенно расположенных со стороны верхнего бьефа, должен быть разработан с участием проектной и исследовательской организаций в полном соответствии с проектной схемой регулирования основными затворами, а также результатами экспериментальных исследований затвора и отражен в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования. 5.3.7 Решетки водопропускных сооружений должны удовлетворять следующим требованиям: - прочности и устойчивости в пределах заданных и нормативных нагрузок; - свободного маневрирования в спокойной воде (кроме стационарных решеток); - обеспечения удержания плавающих и влекомых потоком воды тел; - возможности очистки с помощью сороочистных механизмов или, в отдельных случаях, вручную (под водой или на поверхности). 5.3.8 Установка и разборка сороудерживающих решеток осуществляются в соответствии с их конструктивным устройством и с помощью принятых для эксплуатации решеток видов подъемных устройств. Порядок маневрирования решетками, включая вопросы транспортирования отдельных секций решеток к месту складирования или ремонта, должен быть отражен в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования. 5.3.9 Запань устанавливается перед фронтом водозаборных сооружений гидроэлектростанции под некоторым углом к направлению течения реки для обеспечения отклонения древесины к месту ее сбора или сброса. На берегу должно быть предусмотрено место для подъема и складирования древесины. 5.3.10 Запани должны удовлетворять следующим требованиям: - прочности и устойчивости на плаву; - легкости сборки и разборки; - обеспечения удержания плавающих тел; - возможности оперативного удаления (транспортирования) плавающих тел во избежание их подныривания под запань. 5.3.11 Время установки и разборки запани должно регламентироваться стандартами ГЭС (местными производственными инструкциями) по эксплуатации и техническому обслуживанию механического оборудования. 5.3.12 Для обеспечения маневрирования затворами при потере энергопитания собственных нужд ГЭС необходимо (при наличии технической возможности) предусмотреть подключение резервного энергоснабжения приводов затворов (от мобильных источников электроэнергии) либо использование ручного привода. 5.3.13 Механическое оборудование гидротехнических сооружений должно обеспечить минимальное влияние гидроузла на окружающую природную среду в соответствии с проектом, согласованным с органами природного и экологического государственного надзора. 5.3.14 Открытые площадки, на которых размещается механическое оборудование, проводится обслуживание и ремонтные работы, должны быть канализованы со сбором производственных и поверхностных загрязненных стоков с целью недопущения попадания их на свободную поверхность или в водный бассейн. 5.3.15 Покрасочные работы, выполняемые методом пульверизации, должны производиться в специальных вентилируемых помещениях, а в случае применения токсичных добавок - с соблюдением особых требований. 5.3.16 Все помещения, в которых размещается механическое оборудование, выполняется его обслуживание и ремонт, должны иметь системы сбора и канализации загрязненных стоков. 5.3.17 Все маслосодержащие емкости, расположенные на механизмах, а также резервные емкости должны находиться под постоянным контролем с недопущением утечек из них масел и маслосодержащих жидкостей. 5.4 Требования к эксплуатации механического оборудования5.4.1 Общие требования при нормальной эксплуатации5.4.1.1 Основной задачей эксплуатации механического оборудования гидросооружений является обеспечение безотказного его действия в течение всего времени нахождения в эксплуатации, что достигается проведением ряда мероприятий по предупреждению и ликвидации неполадок и аварий. 5.4.1.2 При эксплуатации механического оборудования гидротехнических сооружений необходимо учитывать требования стандарта [9] для предотвращения нарушений и повреждений водопропускных сооружений и в нижних бьефах. 5.4.1.3 Перед маневрированием затворами необходимо убедиться в полной исправности всего связанного с ними механического оборудования и готовности его к действию, для чего требуется произвести на месте осмотр затворов, тяговых приспособлений и подъемных механизмов. При этом особое внимание следует обращать на возможность отключения ручных приводов, реечных стопоров, а также на отсутствие посторонних предметов на отдельных частях механизмов и затворов. Также важно убедиться в отсутствии людей в нижнем бьефе, отсутствии в верхнем бьефе плавающих предметов, которые могут помешать маневрированию затворами. Работа с затворами может быть начата после получения разрешения от лица, ответственного за эксплуатацию гидротехнических сооружений. 5.4.1.4 При маневрировании затворами их движение должно происходить беспрепятственно, без рывков и вибрации, при правильном положении ходовых и отсутствии деформации опорных частей. Должны быть обеспечены водонепроницаемость затворов, правильная посадка их на порог и плотное прилегание к опорному контуру. Затворы не должны иметь перекосов и недопустимых деформаций при работе под напором. 5.4.1.5 Затворы турбинных камер и напорных трубопроводов, рассчитанные на аварийное закрытие отверстия сбросом в текущую воду, должны быть предварительно испытаны. Продолжительность сброса затворов задается в проекте, а при эксплуатации и пробных закрытиях оно должно быть обеспечено. Аварийные затворы, расположенные в водосбросных отверстиях перед основными затворами, должны быть испытаны на аварийное закрытие при различных открытиях основных затворов. 5.4.1.6 При эксплуатации глубинных затворов, работающих под большими напорами, следует учитывать возможность их вибрации вследствие гидравлических явлений (пульсации давления, срыва струи при вакууме, гидравлических ударов и т.п.), возникающих в обтекающем затвор потоке при неблагоприятном сочетании степени открытия отверстия и уровней верхнего и нижнего бьефов. Во время пропуска воды при частичных открытиях водосбросного отверстия эксплуатационный персонал обязан вести визуальные наблюдения за поведением затвора и тяговых органов подъемного механизма. Промежуточное положение затвора, при котором наблюдается вибрация, не допускается. Особое внимание должно уделяться обеспечению аэрации пространства за затвором, для чего все предусмотренные проектом аэрационные отверстия должны быть постоянно свободны для прохода воздуха. 5.4.1.7 Вибрация затворов поверхностных водосбросных отверстий может быть обнаружена визуальными наблюдениями: - за колебаниями поверхности воды в каком-либо сосуде, установленном на затворе; - за колебаниями воды (в виде ряби) в верхнем бьефе перед затвором; - за поведением тяг и частей самого затвора, в частности перил и мостиков. Количественная оценка вибрации осуществляется инструментальным методом. 5.4.1.8 Если при работе водосбросного отверстия с частичным открытием наблюдается значительная вибрация затвора, до ее устранения должна быть запрещена работа этого затвора при таком открытии. 5.4.1.9 Временно для устранения или уменьшения вибрации затворов и примыкающих к нему сооружений применяется следующий прием: затвор во время пропуска воды выводится из положения, при котором возникает вибрация, в другое, близкое к нему положение, при котором вибрация отсутствует. При этом в случае необходимости сбрасываемый расход перераспределяется между другими отверстиями с тем, чтобы суммарный расход остался без изменения. В случае неэффективности указанного приема для решения этой проблемы необходимо привлечение специализированной организации. 5.4.1.10 Полное устранение причин, вызывающих вибрацию затворов, особенно глубинных, работающих под большими напорами, осуществляется изменением конструкции затворов или гидравлического режима в отводящем водоводе на основе проектных проработок и специальных исследований. 5.4.1.11 После прекращения маневрирования затворами при полностью закрытом отверстии необходимо убедиться в ослаблении тяговых органов подъемного механизма (канатов, цепей, штанг) и отсутствии протечки воды через уплотнения. 5.4.1.12 Указатели положения затворов в отверстии, как местные, так и дистанционные, должны быть протарированы и периодически проверяться. 5.4.1.13 Световые сигналы местного щита управления затворами должны систематически проверяться и налаживаться. Периодичность проверки устанавливается стандартами ГЭС (местными производственными инструкциями) по эксплуатации и техническому обслуживанию механического оборудования. 5.4.1.14 Скорость опускания аварийных быстродействующих затворов, предохраняющих турбину от разгона, должна соответствовать проектной, что обеспечивается наладкой механизма, обслуживающего затвор. Надежность действия механизма должна систематически проверяться. 5.4.1.15 Полное закрытие затворов, установленных на напорных водоводах, может проводиться лишь при исправном состоянии аэрационных устройств. 5.4.1.16 Необходимо постоянно автоматически измерять перепад уровней на сороудерживающих решетках. Установка и тарирование соответствующей измерительной аппаратуры осуществляется специализированной организацией или силами технического персонала гидроэлектростанции. Максимально допустимый перепад устанавливается проектной организацией. 5.4.1.17 Сороудерживающие решетки должны систематически очищаться от скопившихся на них и перед ними в процессе эксплуатации сора и плавающих тел. Очистка решеток и пространства перед ними должна осуществляться предусмотренными для этой цели механизмами - решеткоочистными машинами, грейферами или иными устройствами в соответствии с указаниями стандартов ГЭС (местных производственных инструкций) по эксплуатации и техническому обслуживанию механического оборудования. 5.4.1.18 Сороудерживающие решетки не должны испытывать вибрации ни при каких эксплуатационных режимах работы. 5.4.1.19 Регулировка конечных и путевых выключателей, установленных по пути перемещения затвора, крана, гака и других приборов и устройств механического оборудования, должна производиться в соответствии с проектом. Любые отступления от проекта должны быть согласованы с проектной организацией и документально оформлены разрешением. 5.4.1.20 Перед установкой ремонтного затвора необходимо проверить состояние пазов, для чего там, где это целесообразно, следует предусмотреть специальные металлические скребки с длинными рукоятками для очистки пазов и порога от камней, топляков и т.п. В случае необходимости следует прибегать к помощи водолазов. 5.4.1.21 Элементы ремонтного затвора (например, отдельные секции) перед установкой их в отверстие должны быть тщательно осмотрены, обнаруженные неисправности (в опорных и ходовых частях, в уплотнениях) устранены. Должны быть проверены и опробованы подъемные механизмы для маневрирования ремонтным затвором (краны, тельферные тележки, захватные балки, элементы автоматического сцепления и др.). 5.4.1.22 Порядок маневрирования ремонтным затвором должен быть установлен в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования. 5.4.1.23 Установленный в водопропускном отверстии ремонтный затвор не должен пропускать воду. Если наблюдается протечка воды через уплотнительное устройство, необходимо принять меры к ее устранению (повторная установка отдельных секций затвора, исправление уплотнений, конопачение и шлакование контура уплотнения). Все места интенсивной протечки воды подлежат регистрации с целью облегчения последующей пригонки элементов уплотняющего устройства. 5.4.1.24 При установке ремонтных затворов отсасывающих труб (в безнапорном состоянии) следует заблаговременно проверить действие прижимных устройств. При отсутствии или неисправности прижимных устройств следует применять, в случае необходимости, другие, заранее предусмотренные приспособления (клинья, домкраты и т.п.). 5.4.2 Требования при пропуске половодий (паводков)5.4.2.1 При подготовке к пропуску половодья (паводка) механическое оборудование должно быть опробовано по специальной программе, разработанной с учетом местных условий, конструктивных особенностей гидросооружений и механического оборудования и утвержденной руководителем ГЭС. 5.4.2.2 Непосредственно перед весенним половодьем затворы водосбросных сооружений и их закладные части, используемые при пропуске половодья, должны быть освобождены от наледей и ледяного припая, чтобы обеспечить возможность маневрирования ими. 5.4.2.3 При пропуске воды в нижний бьеф (регулировании уровня верхнего бьефа, сбросе плавающих тел, льда или шуги, промывке наносов) порядок и последовательность маневрирования отдельными затворами, группами затворов или всеми затворами вместе, а также значение и продолжительность открытия отверстий должны устанавливаться на основании опыта эксплуатации механического оборудования гидротехнических сооружений и требований водного режима в бьефах. При этом должна быть полностью гарантирована безаварийность работы самого механического оборудования. Эти требования должны быть отражены в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования. 5.4.2.4 Особое внимание необходимо уделить регулированию пропуска воды через напорные водосбросы с помощью затворов, расположенных с верховой стороны гидротехнического сооружения. В этом случае должен быть обеспечен такой порядок маневрирования затворами, который гарантирует устойчивый режим работы водосброса. 5.4.3 Требования в зимний период5.4.3.1 Режимы эксплуатации затворов в зимний период должны быть разработаны заблаговременно в соответствии с реальными условиями работы затворов (климатическими, гидрологическими, режимом работы гидроэлектростанции и т.д.). Режимами эксплуатации затворов могут являться: - постоянная готовность; - периодическая готовность (готовность за определенное время) в любое время зимнего периода; - консервация на весь зимний период. 5.4.3.2 Следует выявить, с учетом опыта эксплуатации прошлых лет, необходимость установки дополнительных устройств на зимний период (в суровых климатических условиях): - тепляков той или иной конструкции, монтируемых на плоских затворах со стороны нижнего бьефа во избежание их обмерзания; - электронагревательных приборов внутри тепляков или конструкции затвора, если он имеет замкнутый профиль (вальцевые, чечевицеобразные, секторные затворы); - электронагревателей или паровых котлов с разводящей сетью труб для подачи пара на опорные и другие части затвора; - установки воздухообдува затвора или потокообразователей для поддержания майны (полыньи) перед затвором. 5.4.3.3 Эксплуатация устройств электрообогрева механического оборудования должна быть поручена электротехническому персоналу соответствующей квалификации, эксплуатирующему данное оборудование. 5.4.3.4 При подготовке механического оборудования к эксплуатации в зимний период должны быть осуществлены следующие мероприятия: - проверка готовности затворов к работе в зимний период, устранение обнаруженных неисправностей и дефектов (особое внимание должно быть уделено уплотнительным устройствам и механизмам маневрирования затворами); - проверка готовности решеток и механизмов по их очистке; очистка решеток от сора; - проверка в действии воздухообдувной сети, потокообразователей; - проверка исправности устройств обогрева затворов, решеток, пазов, закладных частей и бетона гидросооружений; - проверка достаточности обогрева помещений, где расположены подъемные механизмы затвора, и, в случае необходимости, установка дополнительных электропечей, обеспечение возможности переброски теплого воздуха из машинного зала и т.п.; - подготовка специальных смазок для механического оборудования, эксплуатация которого будет происходить при низких температурах; - при необходимости, создание сменных бригад по сбросу льда, шуги и т.п. 5.4.3.5 Постоянная и периодическая готовность затвора к пропуску воды должна быть проверена (испытана) в натурных условиях, при этом должны быть твердо установлены время и затраты электроэнергии, необходимые для обеспечения этой готовности. 5.4.3.6 При эксплуатации затворов в зимний период следует учитывать возможность: - обмерзания пазов, опорно-ходовых частей и уплотнений затворов вследствие протечек воды через неплотности боковых уплотнительных устройств и обледенения боковых поверхностей бычков и устоев; - примерзания затвора к порогу; - обледенения конструкций затвора со стороны верхнего и нижнего бьефов. 5.4.3.7 Для эксплуатации затворов в зимних условиях должны быть подготовлены: - мелкий инвентарь (лопаты, пешни и пр.) для скалывания льда и уборки снега; - необходимый аварийный запас материалов и инструментов по списку, утвержденному техническим руководителем ГЭС; - спецодежда для основного состава бригады, ведущей борьбу с обмерзанием затворов; - усиленное освещение затворов, служебных мостиков, лестниц и площадок, примыкающих к затворам. 5.4.3.8 Затворы поверхностных водосбросов защищаются от статического давления льда путем поддержания перед ними майны (полыньи), образуемой с помощью воздухообдува, потокообразователей или прорубки прорези с последующим ее утеплением (досками, щитами, снегом и др.). Необходимость защиты затворов водосбросов от статического давления льда устанавливается расчетом на прочность с учетом местных условий. 5.4.3.9 Консервация затворов, обусловленная режимом работы гидротехнического сооружения, предусматривает обеспечение полной водонепроницаемости уплотнительных устройств, применение соответствующих смазок и создание перед затворами майны предупреждающей статическое давление льда на затвор. 5.4.3.10 Чтобы не допускать намерзания льда на стержнях, следует применять периодический обогрев решеток. Периодичность включения электрообогрева определяется стандартами ГЭС (местными производственными инструкциями) по эксплуатации и техническому обслуживанию механического оборудования. Для предотвращения забивки шугой сороудерживающих решеток, а также решеток технического водоснабжения необходимо при появлении признаков шуги в потоке включать электрообогрев сороудерживающих решеток. В случае пропуска шуги через решетки их обогрев должен производиться в течение всего периода пропуска. 5.4.3.11 В стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования должны быть указаны возможные неполадки в работе механического оборудования в зимний период и мероприятия по их ликвидации. По мере накопления опыта эксплуатации в зимний период требования стандартов ГЭС (местных производственных инструкций) по эксплуатации и техническому обслуживанию механического оборудования должны корректироваться. 5.4.4 Требования при наличии в водотоке сора и наносов5.4.4.1 Основным средством борьбы с сором является его задержание специальным устройством (например, запанью) с последующим удалением из воды. Запань следует располагать таким образом, чтобы было обеспечено гидравлическое транспортирование сора вдоль нее к месту его удаления из воды или сброса в нижний бьеф. 5.4.4.2 Задержанный древесный сор удаляется от запани путем транспортирования его катерами или иными средствами. Необходимо регулярное удаление древесного сора, задержанного запанью, во избежание его намокания и подныривания под нее. 5.4.4.3 Пропуск сора и плавающих тел через водосбросные отверстия в нижний бьеф с истечением воды из-под затвора допускается лишь в том случае, если, по условиям эксплуатации гидротехнического сооружения, одновременно осуществляется сброс излишних расходов воды и при условии, что пропуск сора не вызовет повреждения нижнего уплотнительного устройства. При этом необходимо иметь в виду ущерб, который может нанести сор водопользователям, расположенным в нижнем бьефе, поэтому сброс сора в нижний бьеф допускается лишь в особых случаях. 5.4.4.4 Во всех случаях эксплуатации глубинных затворов на гидроузлах с интенсивно заиляемыми бьефами следует обеспечить способность затворов к маневрированию. На гидроэлектростанциях совмещенного типа, расположенных на водохранилищах с большим содержанием наносов, требуется их регулярный промыв через глубинные отверстия. При неудовлетворительной работе уплотнительных устройств основных затворов со стороны нижнего бьефа необходимо опускать ремонтный или аварийно-ремонтные затворы со стороны верхнего бьефа. Для обеспечения оперативной готовности ремонтного или аварийно-ремонтного затвора верхнего бьефа необходимо периодически маневрировать ими. 5.4.4.5 После длительного промыва наносов через промывные и глубинные водосбросные отверстия плотины, а также промывные отверстия отстойников при полном или частичном подъеме затворов следует проверить сохранность уплотнительных устройств, подвергающихся сильному износу и повреждению проходящими наносами. 5.4.5 Требования по эксплуатации механического оборудования для обеспечения безопасности гидротехнических сооружений в чрезвычайных и аварийных ситуациях5.4.5.1 В стандартах ГЭС (местных производственных инструкциях) должен быть изложен план действий эксплуатационного персонала при возникновении на гидротехнических сооружениях аварийных и чрезвычайных ситуаций. Действия персонала должны быть направлены на устранение возможных причин, создающих угрозу аварии, а в случае невозможности их устранения - на выполнение мероприятий по уменьшению ущерба от аварии. Планом должны быть определены: - меры по оповещению персонала, местного населения, руководителей гидрогенерирующей компании, системного оператора, государственных органов исполнительной власти и органов местного самоуправления, государственных органов по надзору и контролю об угрозе возникновения аварийной ситуации, основные и резервные средства связи; - места размещения и объемы аварийных материалов и инструментов; - привлекаемые транспортные средства и основные маршруты их передвижения. 5.4.5.2 Немедленному устранению подлежат нарушения и процессы в работе механического оборудования, представляющие опасность для людей и создающие угрозу устойчивости и работоспособности основных гидротехнических сооружений и технологического оборудования. К таким нарушениям и процессам отнесены: - забивка (заносы, завалы и т.п.) водопропускных и водосбросных сооружений, что может привести к переливу воды через гребень с последующим разрушением сооружения; - выход из строя основных затворов или их подъемных механизмов, водосбросных и водопропускных устройств. 5.4.5.3 В стандартах ГЭС (местных производственных инструкциях) должны быть отмечены наиболее вероятные причины и признаки возникновения аварийных ситуаций и составлен план действия персонала по их устранению. Причинами возникновения аварийных ситуаций, так или иначе связанных с механическим оборудованием, могут быть: - прохождение высокого паводка с расходами, превышающими расчетную пропускную способность водопропускных сооружений гидроузла; - сейсмические явления; - различного рода обвалы и оползания горных склонов, в том числе в водохранилище с образованием высоких волн; - катастрофические атмосферные осадки (ливень, снегопад), ледовые и шуговые явления; - снижение прочности и устойчивости механического оборудования, - вызванные нарушениями правил эксплуатации, некачественным выполнением строительно-монтажных работ и вследствие ошибок, допущенных при проектировании; - отказы в работе гидромеханического оборудования; - террористические акты. 5.4.5.4 При угрозе возникновения аварийных ситуаций необходимо организовать усиленный контроль состояния возможных зон повышенной опасности, а также иметь постоянную информацию от соответствующих государственных органов об угрозе возникновения стихийных явлений. 5.4.5.5 При наличии информации об угрозе возникновения катастрофических явлений предупредительными мерами по ликвидации аварий и уменьшению ущерба могут быть: - снижение уровня воды в водохранилище путем открытия затворов; - перемещение в безопасное место оборудования и механизмов или обеспечение их защиты от возможных повреждений; - обеспечение возможности открытия всех водосбросных отверстий; в случае необходимости - подрыв заклинившихся затворов. 5.4.5.6 Противоаварийные устройства, водоотливные и спасательные средства должны содержаться в исправном состоянии и периодически проверяться. 5.4.5.7 Оперативный и оперативно-ремонтный персонал должен периодически отрабатывать свои действия при угрозе возникновения и возникновении чрезвычайных ситуаций путем проведения контрольных противоаварийных тренировок по графику и программам, утверждаемым техническим руководителем ГЭС, в соответствии с [11] и действующими правилами проведения тренировок. 5.5 Требования по эксплуатационному контролю механического оборудования5.5.1 Механическое оборудование гидросооружений должно периодически осматриваться и проверяться в соответствии с графиком, утвержденным техническим руководителем ГЭС. 5.5.2 Надзором предусматривается: - проверка соблюдения инструкций по эксплуатации механического оборудования в целях недопущения его поломок из-за неправильной эксплуатации, в частности, из-за перегрузок; - выявление причин нарушений в работе механического оборудования, повреждений и износа, а также учет изменений расчетных нагрузок; - инструктаж обслуживающего персонала и проверка строгой преемственности в передаче оборудования от смены к смене; - увязка режимов работы затворов, решеток, заграждений и запаней с гидрологическими и метеорологическими условиями, а также рекомендованными режимами эксплуатации гидросооружений во взаимосвязи с гидросиловым и подъемно-транспортным оборудованием; - учет и регистрация всех мероприятий, осуществляемых на каждой электростанции и гидроузле, по защите металлоконструкций и механического оборудования от коррозии; - обеспечение технического обслуживания, проведение планово-предупредительных ремонтов, в соответствии с графиком, реконструкция и модернизация. 5.5.3 Обнаруженные нарушения в работе и мелкие дефекты механического оборудования должны немедленно устраняться силами персонала, обслуживающего оборудование. Дефекты, которые не могут быть устранены немедленно, должны фиксироваться в Журнале дефектов дежурного и о них незамедлительно следует докладывать руководителю. Если дефекты не могут быть устранены обслуживающим персоналом, необходимо обратиться за помощью к специализированным организациям. 5.5.4 При осмотрах и обслуживании затворов необходимо обращать внимание на следующее: - обшивка, сварные швы, а также места болтовых и заклепочных креплений элементов на обшивке и других водонепроницаемых местах конструкций затворов должны быть плотными и не пропускать воду; - уплотнение затворов должно быть тщательно пригнано по всему контуру к закладным частям и соприкасающимся кромкам секций; оно должно сохранять проектные свойства (необходимую гибкость, упругость или подвижность), на управляемых уплотнительных устройствах должна обеспечиваться управляемость в пределах нормативного хода; - защитные элементы уплотнения должны надежно предохранять его от повреждения крупным мусором, топляками и пр.; - поверхность забральной балки в пределах перемещения верхнего уплотнения глубинных затворов и контактная поверхность боковых уплотнений всех затворов должны быть гладкими во избежание повреждения и преждевременного износа уплотнений; - опорные полозья плоских скользящих затворов и решеток должны быть гладкими, без повреждений, сколов, трещин и плотно прилегать к рабочему пути (закладной части паза); образование канавочной выработки на полозьях допустимо в пределах значений, приведенных в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования; - опорные катки, шарнирные опоры, втулки и оси рабочих колес, балансиры (шарниры) колесных тележек, обратные тележки, боковые и торцевые колеса и другие механизмы и детали должны быть чистыми и смазаны; - масленки и смазочные каналы должны быть прочищены и свободно пропускать смазку; качество масла и сроки его замены должны соответствовать требованиям стандартов ГЭС (местных производственных инструкций) по эксплуатации и техническому обслуживанию механического оборудования; - рабочие и обратные пути в пазах для колесных затворов не должны иметь натиров, появляющихся при плохой проворачиваемости колес; - металлоконструкции затворов, их механические и другие детали не должны иметь деформаций, трещин и других повреждений; - сцепки отдельных секций затворов не должны иметь деформаций щек и осей крепления, оси должны быть смазаны, уплотнения между секциями должны быть тщательно пригнаны по всему контуру; - перепускные устройства должны иметь плотно прилегающие уплотнения; - штанги, подвесы и подхваты не должны иметь деформаций присоединяемых узлов оси шарниров должны быть смазаны; - узлы сцепления захватных балок не должны быть деформированы и забиты сором и должны обеспечивать безотказное соединение захватных балок с затворами. 5.5.5 Во время подъема и опускания затворов, при пропуске воды с полным или частичным открытием отверстий эксплуатационный персонал обязан периодически вести наблюдения за: - показаниями амперметра: повышенное потребление электроэнергии свидетельствует о большом сопротивлении в ходовых частях при перемещении затвора вследствие его заклинивания или примерзания или неполадок в подъемном механизме (например, заедание валов в подшипниках тормозных колодок, нарушение центровки валов); в этих случаях маневрирование должно быть остановлено, а причина повышенного потребления электроэнергии выявлена и устранена; - температурой подшипников и редукторов: причиной повышенного нагрева могут явиться дефекты, допущенные при монтаже, неправильно подобранный состав масла в редукторе или сильное его загрязнение; - правильностью укладки пластинчатых цепей и зацепления их со звездочками; - правильностью перемещения затвора, равномерностью его опускания или подъема, за состоянием уплотнительных устройств; - правильностью зацепления шестерен; - своевременностью срабатывания конечных выключателей; при задержке в срабатывании стационарный подъемный механизм следует отключить вручную; исправность конечных выключателей должна систематически проверяться; - световой сигнализацией блокировочного устройства в случае применения для зацепления затвора при его подъеме автосцепки; система сигнализации должна быть подробно описана в местной производственной инструкции. Во всех случаях отказа или затруднений при маневрировании затворами необходимо выяснить причину и устранить ее. Если эксплуатационный персонал не может выяснить причины неполадок в работе затворов, необходимо привлечь специализированную организацию. 5.5.6 В процессе наблюдений за затворами необходимо вести учет эффективности работы уплотнительных устройств с регистрацией полученных данных в журнале технического состояния. 5.5.7 При осмотрах ремонтных затворов секционного типа необходимо проверять пригонку всех деталей, служащих для соединения одной секции с другой (тяговые штанги, штыри, шпильки, цепи, канаты и т.п.). Все детали должны быть занумерованы и закреплены за соответствующими секциями. 5.5.8 Состав и объем мероприятий по осмотру и техническому обслуживанию сороудерживающих решеток регламентируется стандартом [10] и стандартами ГЭС (местными производственными инструкциями) по эксплуатации и техническому обслуживанию механического оборудования в соответствии с их конструкцией. 5.5.9 При осмотре и техническом обслуживании запаней следует: - осуществлять регулярный осмотр всех крепежных элементов запани, анкерных устройств, тросов, болтов; - обеспечить герметичность всех плавающих элементов (например, стальных поплавков и т.п.); - своевременно устранять повреждения металлических и деревянных частей запани, заменяя, по возможности, поврежденные части новыми; - осуществлять систематическую, примерно один раз в 4-5 лет, замену деревянных частей запани, потерявших плавучесть. 5.5.10 Осмотр и техническое обслуживание отдельных узлов и частей (зубчатые передачи, редукторы, тормоза, подшипники, ручные приводы) гидроподъемников, лебедок и других подъемных механизмов, равно как и тяговых органов (канаты, цепи, тяги, штанги) должны осуществляться в соответствии с заводскими инструкциями и нормами, принятыми для кранового хозяйства. 5.5.11 Необходимо вести наблюдения за износом элементов оборудования, фиксируя динамику износа в специальных формулярах. Результаты наблюдений должны служить исходными данными для планирования ремонтов и оформления заказов на запасные части, а также определения срока службы деталей. 5.5.12 При организации осмотра и технического обслуживания механического оборудования необходимо поручать уход за электрической частью подъемных механизмов специалисту-электрику. 5.5.13 Периодически в соответствии с местными условиями должны проверяться регулировка блокировочных устройств подъемного механизм для отключения электропривода при работе на ручном приводе и ручного привода при работе электропривода, а также отключение электропривода при включении стопора лебедки. 5.5.14 Блокировочное устройство автосцепки затвора и подъемного крана должно проверяться регулярно, исходя из условий эксплуатации механического оборудования. 5.5.15 Наблюдение за металлом проводится на деталях и узлах, имеющих наибольшую вероятность повреждения в процессе эксплуатации (у затворов - обшивка, сварные швы, у решеток - места крепления стержней к раме, сварные швы). 5.5.16 На гидротехнических сооружениях первого класса, расположенных в районах с сейсмичностью 7 баллов и выше, и на сооружениях второго класса - в районах с сейсмичностью 8 баллов и выше, должны проводиться специальные наблюдения и испытания. После каждого сейсмического толчка интенсивностью 5 баллов и выше должны оперативно регистрироваться показания всех видов КИА, установленных в сооружении, с осмотром механического оборудования и анализом его прочности. 5.6 Требования при техническом осмотре, обслуживании и ремонте механического оборудования5.6.1 Механическое оборудование должно регулярно подвергаться периодическим техническим осмотрам с целью проверки состояния оборудования, уточнения объемов работ по ремонту, разработки предложений по улучшению его технической эксплуатации. Технические осмотры оборудования могут быть общими и частными. Общие осмотры следует проводить два раза в год. Общий весенний осмотр проводится для проверки состояния оборудования после таяния снега и весенних дождей. При весеннем осмотре определяются объемы работ по текущему ремонту перед пропуском половодья и паводка. Общий осенний осмотр проводится с целью проверки готовности механического оборудования к зиме. При частном техническом осмотре обследуются отдельные узлы и металлоконструкции механического оборудования. Периодичность частных осмотров определяется местными условиями, но не должна быть реже 1 раза в 2 недели. Результаты осмотров заносятся в журнал по форме приложения Д. 5.6.2 Кроме плановых осмотров, после чрезвычайных стихийных явлений или аварий должны проводиться внеочередные осмотры механического оборудования гидротехнических сооружений. 5.6.3 Сроки и объемы ремонта механического оборудования гидротехнических сооружений устанавливаются в соответствии с местными условиями и нормативными сроками и утверждаются техническим руководителем ГЭС. 5.6.4 В состав планово-предупредительного ремонта входят текущий и капитальный ремонты. Текущий ремонт выполняется в процессе эксплуатации для обеспечения работоспособности оборудования. При капитальном ремонте устраняются все виды повреждений оборудования с восстановлением или заменой изношенных узлов и деталей. 5.6.5 При проведении технических мероприятий по эксплуатации механического оборудования гидротехнических сооружений (техническое обслуживание, плановые и внеочередные ремонты, работы по устранению дефектов, капитальные ремонты) должна быть обеспечена защита и исключено попадание загрязняющих веществ, в том числе минеральных масел, в верхний и нижний бьефы. Ремонтные материалы не должны содержать веществ, опасных для здоровья людей и окружающей природной среды - как при проведении работ, так и при дальнейшей эксплуатации отремонтированного оборудования. 5.6.6 При технических осмотрах затворов водопропускных отверстий необходимо: - проверить болтовые, заклепочные и сварные соединения; - проверить надежность затяжки всех болтовых соединений; - проверить сохранность и надежность крепления обратных тележек и распорок, торцевых и боковых направляющих колес; - проверить состояние деревянных, резиновых и металлических элементов в уплотнительных устройствах; - проверить состояние закладных частей; - осмотреть канаты, проверить целостность проволок в канате, прочность крепления их на барабанах и правильность навивки, проверить состояние блоков. 5.6.7 При текущих ремонтах затворов водопропускных отверстий по результатам их осмотров необходимо: - заменить дефектные болты и заклепки; вырубить и заварить лопнувшие сварные швы, очистить от ржавчины и восстановить антикоррозионное покрытие; - очистить ходовые колеса, опорные шарниры и колесные тележки от грязи и ржавчины, собрать и заполнить смазочные устройства, смазать трущиеся детали, а также восстановить антикоррозионные покрытия; - в случае необходимости заменить новыми деревянные, резиновые и металлические элементы в уплотнительных устройствах; - очистить от ржавчины закладные части, заварить раковины и, при необходимости, произвести антикоррозионную защиту; - очистить оси блоков от старой смазки, промыть их керосином и вновь смазать. 5.6.8 При техническом обслуживании подшипников валов, зубчатых передач и механизмов необходимо устранить люфты, очистить масленки и подшипники от старой смазки и промыть керосином шейки валов и шестерен, очистить от ржавчины открытые части валов и осей, пришабрить вкладыши и зачистить втулки, проверить состояние зубчатых передач, правильность зацепления и степень износа. 5.6.9 Инструментальное обследование состояния основных затворов должно проводиться по мере необходимости. Для затворов, находящихся в эксплуатации 25 лет и более, периодичность обследований не должна превышать 5 лет. 5.6.10 Инструментальное обследование должно проводиться специалистами организаций, имеющих соответствующие лицензии. 5.6.11 Методика технического диагностирования затворов, нормы и документы для ее проведения приведены в приложениях И - Р. 5.6.12 Грузоподъемное оборудование, не подведомственное органам государственного контроля и надзора, периодически, не реже 1 раза в 5 лет, подлежит техническому освидетельствованию. Обследование канатов, тяговых органов, изоляции проводов и заземления, состояния освещения и сигнализации грузоподъемного оборудования должно производиться не реже 1 раза в год. 5.6.13 Ответственность за правильность и своевременность проведения обследования механического оборудования возлагается на технического руководителя ГЭС. 5.6.14 Если при проведении контроля с помощью магнитно-порошковой дефектоскопии, травления, цветной дефектоскопии или ультразвука будут обнаружены дефекты в основном металле и сварных швах, производится повторный контроль в увеличенном объеме. При повторном обнаружении дефектов технический руководитель ГЭС может принять решение о выводе оборудования в ремонт. 5.6.15 К началу проведения капитального ремонта должны быть подготовлены: - ведомость дефектов и объема работ; - график проведения работ; - материал и запасные части; - инструмент, приспособления, такелажное оборудование и подъемно-транспортные механизмы; - чертежи механического оборудования и ремонтируемых узлов и деталей; - рабочее место с площадкой для размещения материалов и деталей. 5.6.16 При приемке в эксплуатацию механического оборудования гидротехнических сооружений необходимо оценить качество и полноту технической документации, подготовленной и исправленной в процессе его ремонта в соответствии с требованиями стандарта [1]. 5.6.17 Приемка выполненных работ по ремонту отдельных узлов и механизмов оборудования должна производиться по акту техническим руководителем или лицом, ответственным за эксплуатацию этого оборудования. 5.6.18 При поузловой приемке подвижные части механизма должны осматриваться и опробоваться на ходу. 5.6.19 Окончательная приемка из ремонта уплотнительных устройств должна производиться под рабочим напором воды. 5.6.20 Работы по модернизации и реконструкции механического оборудования выполняются в период капитального ремонта по согласованию с проектной организацией. 5.6.21 На время технологического ремонта сороудерживающей решетки водовод должен перекрываться. 5.6.22 Необходимо следить за сохранностью защитных покрытий и окраски деревянных и металлических конструкций, их элементов и деталей механического оборудования гидросооружений. Поврежденные покрытия и окраску необходимо своевременно восстанавливать. 5.6.23 В период технического ремонта металлоконструкций, а также при очередных подъемах их из воды следует вести учет размеров поражения металла коррозией и обрастания ракушечником. Технико-экономическое обоснование выбора способа защиты затворов от коррозии рекомендуется поручать специализированной организации. 5.6.24 Стандарт устанавливает нормы и требования для оборудования, работающего в период установленного для него срока службы. По истечении установленного срока службы оборудование должно пройти инструментальное диагностирование состояния в полном объеме, по результатам которого определяется необходимость замены, реконструкции или возможность продления эксплуатации оборудования. 5.7 Требования при транспортировке и хранении5.7.1 В зависимости от специфики механического оборудования и условий его эксплуатации в стандартах ГЭС (местных производственных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования должны быть даны указания по перемещению оборудования и его изделий: о порядке подготовки, зацепления, подвески, перемещения и установки наместо, о порядке и объеме осмотра его во время перемещения, порядке приведения (установки) всех составных частей секционного затвора, решетки запани в рабочее положение по окончании перемещения. 5.7.2 При перемещении затворов и решеток в пределах гидросооружения необходимо соблюдать заданные в рабочей документации их проносные габаритные размеры в транспортном положении (дорожный просвет), а также рекомендуемые меры предосторожности при подвеске (сцепке), перевозке и установке в пазы или в затворохранилище. 5.7.3 Ремонтные затворы, запасные решетки, сороочистные устройства, запани и другое периодически работающее оборудование должны находиться в предусмотренных местах их длительного хранения в законсервированном состоянии. Срок их переконсервации назначается в зависимости от условий хранения и климатических факторов в районе расположения гидросооружения, но не реже одного раза в три года. Особое внимание должно быть обращено на сохранность боковых и горизонтальных уплотнительных устройств. Резиновые элементы уплотнительных устройств рекомендуется защищать от воздействия на них солнечных лучей. 5.7.4 Изделия и детали из ДСП-Б-гт, резиновые уплотнения, ящики с элементами и деталями уплотнительных устройств, запасные части затворов и механизмов должны храниться в закрытых складских помещениях в соответствии с требованиями инструкций заводов-изготовителей оборудования. 5.7.5 На складе гидроэлектростанции должно быть в наличии необходимое количество запасных частей для быстро изнашиваемых деталей и элементов, а также материалов для их изготовления. Рекомендуемые нормы на запасные части для механического оборудования приведены в документации на него организации-изготовителя. Запасные части должны находиться в закрытом помещении в состоянии, обеспечивающем сохранность их при длительном хранении. Двадцать пять процентов количества запасных частей, хранящихся на складе, составляют собой фонд, расходование которого производится по специальному распоряжению технического руководителя ГЭС. 5.8 Требования безопасности5.8.1 Безопасная эксплуатация механического оборудования обеспечивается положениями инструкций и других нормативно-технических документов. 5.8.2 В стандартах ГЭС (местных инструкциях) по эксплуатации и техническому обслуживанию механического оборудования должны быть даны отдельным разделом меры безопасности, которые необходимо соблюдать как во время подготовки механического оборудования к работе, так и при его эксплуатации с учетом его особенностей. При составлении их следует руководствоваться требованиями стандарта [4]. 5.8.3 Для каждого вида механического оборудования и каждого рабочего места должна быть разработана инструкция по охране труда. 5.8.4 К эксплуатации механического оборудования допускаются лица, прошедшие предварительный медицинский осмотр, инструктаж и проверку знаний эксплуатации имеющихся на гидроузле затворов, механизмов и другого оборудования, а также действующих правил охраны труда, в том числе по электро-, пожаро-, взрывобезопасности. Весь эксплуатационный персонал ГЭС, обслуживающий механическое оборудование, должен иметь удостоверения о проверке знаний по охране труда и документы, подтверждающие право проведения работ. 5.8.5 Персонал ремонтных, научно-исследовательских и специализированных организаций, прикомандированный для ремонта или оценки состояния механического оборудования, должен иметь соответствующий документ от командирующей организации на право проведения работ на механическом оборудовании и должен пройти непосредственно на ГЭС инструктаж с записью в журнале об особенностях работы на конкретном оборудовании. 5.8.6 Эксплуатационный персонал обязан строго выполнять правила и требования по охране труда и немедленно сообщать непосредственному руководителю обо всех замеченных неисправностях оборудования, механизмов и приспособлений, а также о нарушениях этих правил, представляющих опасность для людей или угрожающих целостности оборудования. 5.8.7 Организация безопасного обслуживания механического оборудования гидротехнических сооружений (допуск к работам, контроль, содержание и форма документов) должна соответствовать требованиям стандарта [4]. 5.8.8 Знание и выполнение указаний настоящего раздела Стандарта обязательны для эксплуатационного персонала гидросооружений, в ведении которого находится механическое оборудование. Приложение
А
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Изготовитель ____________________________________________________________________ Наименование затвора ____________________________________________________________Левая часть
Правая часть
Технический руководитель ________________________________________________________(подпись) Исполнитель ____________________________________________________________________ (подпись)
|
||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение Б
(рекомендуемое)
Сводный лист контрольных измерений точности сборки подвижной конструкции
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________ № пролета ______________________________________________________________________
Примечание: 1. Графы 1, 2, 3 заполняются в соответствии с таблицей допусков на сборку затвора, решетки, приведенной на схемах контрольных измерений. 2. Графы 4-8 заполняются по результатам натурных измерений. Технический руководитель ________________________________________________________(подпись) Исполнитель ____________________________________________________________________(подпись)
|
||||||||||||||||||||||||
Приложение
В
(рекомендуемое)
Сводный лист контрольных измерений точности установки закладных частей
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________ № пролета ______________________________________________________________________
Примечание: 1. Графы 1-4 заполняются в соответствии с таблицей допусков на установку закладных частей, приведенной на схемах контрольных измерений. 2. Графы 5-9 заполняются по результатам натурных измерений. Технический руководитель ________________________________________________________(подпись) Исполнитель ____________________________________________________________________(подпись)
|
|||||||||||||||||||||||||||||
Приложение
Г
(рекомендуемое)
Сводный лист контрольных измерений и отклонений, допущенных при изготовлении и монтаже1
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________№ пролета ______________________________________________________________________
Технический руководитель ________________________________________________________(подпись) Исполнитель ____________________________________________________________________(подпись) ____________ 1Составляется по данным организации-изготовителя
|
Приложение
Д
(рекомендуемое)
Данные о технических осмотрах
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________№ пролета ______________________________________________________________________
|
||||||||||||
Приложение
Е
(рекомендуемое)
Данные о ремонте
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________№ пролета ______________________________________________________________________
|
||||||||||||
Приложение
Ж
(рекомендуемое)
Данные о произошедших авариях
|
________________________________________________________________________________ (наименование затвора, решетки) Сооружение _____________________________________________________________________ № пролета ______________________________________________________________________
|
||||||||||||
Приложение
И
(рекомендуемое)
Комплексная методика технического диагностирования гидротехнических затворов гидроэлектростанций
И.1 общие положения
И.1.1 Настоящая методика предназначается для оценки технического состояния гидротехнических затворов (далее затворов) при проведении их технического диагностирования в процессе эксплуатации, на основании которой могут приниматься решения о возможности и условиях продолжения эксплуатации и выполняться расчеты остаточного ресурса работоспособности.
Положения настоящей методики распространяются на все виды затворов, устанавливаемые на гидроэлектростанциях (далее ГЭС), за исключением экспериментальных высоконапорных затворов, разрабатываемых и устанавливаемых для изучения возможностей и условий дальнейшего использования подобных затворов (катковые, гусеничные и т.п.).
И.1.2 В качестве базовой концепции оценки технического состояния принимается подход, основанный на принципе безопасной эксплуатации по техническому состоянию, согласно которому оценка технического состояния осуществляется по комплексу контролируемых параметров на основании системы оценки технического состояния, представляющий собой совокупность средств, объекта и исполнителей, действующих в соответствии с требованиями настоящей методики, а также других нормативно-технических документов.
Остаточный ресурс работоспособности затвора может оцениваться по определяющим параметрам технического состояния, в качестве которых используются параметры, изменение которых может привести затвор в неработоспособное или предельное состояние.
И.1.3 В зависимости от критериев предельного состояния и условий эксплуатации затвора определяющими параметрами его технического состояния могут служить:
- коэффициенты запаса прочности с учетом фактических напряжений в затворе, в т.ч. местных напряжений в зоне концентрации напряжений (трещины, непровары в сварных швах, острые надрезы металла, расслоения, входящие углы и пр.), степени коррозии, изменений в процессе эксплуатации размеров и формы затвора или отдельных его элементов, фактических характеристик металла (механические свойства, структура, хладностойкость, стойкость против образования и развития трещин);
- фактические подъемные и посадочные усилия;
- уровень вибрации;
- состояние опорно-ходовых частей и уплотнений;
- показатели сопротивляемости образованию и развитию трещин.
И.1.4 Оценка технического состояния и выявление факторов, ограничивающих возможность эксплуатации затвора, уточнение условий, при которых возможно продолжение его эксплуатации (ремонт, реконструкция, ограничение режимов работы), а также расчет остаточного ресурса работоспособности могут быть осуществлены только по результатам анализа технической документации и технического диагностирования затвора.
И.1.5 Отступления от регламентированных настоящей методикой количественных характеристик дефектов допускаются только по согласованию с разработчиком конструкторской документации при представлении необходимых обоснований.
И.1.6 Нормы допускаемых дефектов, устанавливаемые настоящей методикой или комиссией, выполняющей оценку технического состояния затвора, устанавливаются из условия безопасной эксплуатации затвора до очередного обследования.
И.1.7 Настоящая методика, при необходимости, может быть использована для оценки технического состояния и другого механического оборудования ГЭС, например, сороудерживающих решеток.
И.2 Виды и периодичность технического диагностирования
И.2.1 В порядке проведения оперативного (функционального) технического диагностирования затвор подлежит ежегодному обследованию специалистами из числа эксплуатационного персонала ГЭС для подтверждения его работоспособного состояния, установления степени износа элементов опорно-ходовых частей и уплотнений, а также возможных повреждений отдельных элементов затвора в результате нештатных ситуаций, возникающих в процессе эксплуатации (навалы льда или плавающих тел, перекосы при маневрировании из-за попадания в пазы посторонних предметов, подземные толчки и т.п.).
Оперативное техническое диагностирование должно осуществляться в соответствии с предварительно разработанной программой с использованием штатного приборно-измерительного комплекса и заключаться в предварительной оценке технического состояния и регистрации показателей технологического процесса, в т.ч. служащих параметрами технического состояния затвора (температура эксплуатации, уровень верхнего бьефа, волновые воздействия, количество маневрирований, нештатные ситуации и т.п.) и в их последующей статистической обработке.
Технический руководитель ГЭС при необходимости может привлекать к проведению обследования специалистов организации-разработчика конструкторской документации либо другой компетентной организации.
При обнаружении дефектов технический руководитель ГЭС принимает решение о выполнении ремонта. При необходимости для принятия решения о способе ремонта может привлекаться организация-разработчик конструкторской документации.
И.2.2 Техническое диагностирование затвора с целью продления срока дальнейшей эксплуатации должно производиться по истечении нормативного срока службы.
Предусматриваются следующие виды технического диагностирования: первичное, повторное, внеочередное.
И.2.3 Первичное техническое диагностирование затвора должно выполняться непосредственно по истечении нормативного срока службы, установленного техническими условиями на затвор.
И.2.4 Повторное техническое диагностирование должно проводиться по истечении срока, установленного по результатам первичного или предыдущего повторного технического диагностирования.
Сроки проведения повторных технических диагностирований устанавливаются экспертной комиссией, проводящей обследование и оформляющей заключение об оценке технического состояния затвора и его остаточного ресурса. В общем случае рекомендуется производить повторные технические диагностирования с периодичностью 5 лет.
И.2.5 Внеочередное техническое диагностирование должно проводиться при возникновении значительных дефектов или неисправностей (или признаков появления этих неисправностей), создающих угрозу для дальнейшей эксплуатации, либо по просьбе владельца затвора после случаев экстремальных условий эксплуатации или хранения затвора, например, в случаях изменения строительной части сооружения в результате подземных толчков, взрывов, просадок, заклинивания затвора в пазах, навалов льда или других плавающих тел, а также если в процессе эксплуатации наблюдается повторное появление трещин, возникновение деформаций элементов затвора.
И.2.6 Каждое техническое диагностирование должно сопровождаться составлением заключения о техническом состоянии затвора и указанием возможности, условий и сроков его последующей эксплуатации до следующего технического диагностирования.
В заключении комиссии должны указываться требования о периодичности обследований, которые следует проводить эксплуатационному персонал ГЭС до следующего очередного технического диагностирования, а при необходимости методы инструментального обследования и участки металлоконструкции, подлежащие такому обследованию.
И.2.7 Результаты обследований, выполняемых персоналом ГЭС в порядке оперативного технического диагностирования, должны доводиться до сведения организации, проводившей последнее техническое диагностирование с целью продления срока дальнейшей эксплуатации затвора.
И.3 Организация технического диагностирования
И.3.1 Организационное обеспечение работ по техническому диагностированию и оценке технического состояния затворов возлагается на технического руководителя ГЭС.
И.3.2 Техническое диагностирование затворов должно осуществляться организацией, имеющей опыт проведения подобных работ с привлечением представителя конструкторской организации- разработчика рабочих чертежей затвора, либо конструкторской организацией-разработчиком с привлечением при необходимости представителей специализированных организаций.
И.3.3 Организация, производящая техническое диагностирование, должна издать приказ о создании комиссии для проведения технического диагностирования затвора конкретного заказчика. В приказе следует указать председателя комиссии, одновременно отвечающего за охрану труда при проведении технического диагностирования и членов комиссии.
И.3.4 По рекомендации председателя комиссии к техническому диагностированию могут привлекаться без включения в состав комиссии представители организации-изготовителя, монтажной организации, а также специализированные организации для выполнения следующих работ:
- определение химического состава, механических свойств и структуры металла;
- контроля основного металла и сварных соединений неразрушающими методами;
- измерение действующих в конструкции фактических напряжений;
- выполнение поверочных расчетов.
И.3.5 Передача затвора с истекшим сроком службы на техническое диагностирование должна оформляться распоряжением технического руководителя ГЭС.
И.3.6 Техническое диагностирование рекомендуется проводить в летнее время.
И.3.7 Организация, осуществляющая техническое диагностирование затвора, может проводить в установленном законодательством порядке страхование своей ответственности на случай возникновения аварии в период, на который продлен срок службы затвора.
И.3.8 Персонал ГЭС должен подготовить к техническому диагностированию:
- затвор и при необходимости маневрирования им - грузоподъемный механизм с обслуживающим персоналом;
- оборудование, аппаратуру, инструмент, а также леса и подмости для работы на затворе;
- акт сдачи-приемки в эксплуатацию затвора и его закладных частей с данными по замерам их положения, формы и размеров и прилагаемую к нему документацию;
- эксплуатационную документацию;
- проекты ранее выполнявшихся ремонтов и реконструкций, акты приемки работ и сертификаты (копии) на металл и сварочные материалы, использовавшиеся при ремонтах и реконструкциях;
- справку о характере работ, выполняемых затвором;
- журнал технического обслуживания с записями о проведении технического обслуживания;
- отчеты о результатах предыдущих технических диагностирований и оценки технического состояния;
И.3.9 Подготовка затвора к проведению технического диагностирования включает:
- фиксацию затвора в положении, при котором все его элементы доступны для осмотра и измерений;
- отключение электроснабжения привода затвора;
- изготовление трапов, лестниц, лесов, ограждений;
- очистку затвора до состояния, при котором возможно проведение визуального контроля;
- дополнительную зачистку участков затвора для измерения остаточной толщины, проверки коррозионных повреждений, контроля сварных соединений до состояния, регламентированного нормативными документами на конкретные виды контроля;
- обеспечение электроснабжения для средств контроля, измерений, осветительных приборов, а также (при необходимости) сжатым воздухом.
И.3.10 Технические средства для контроля диагностируемых параметров должны обеспечивать надежное выявление дефектов. Не допускается применение технических средств, не прошедших метрологическую проверку, если она предусмотрена нормативно-технической документацией.
И.3.11 Акт о результатах технического диагностирования с заключением о возможности и условиях дальнейшей эксплуатации затвора может быть выдан только после выполнения владельцем затвора рекомендаций комиссии по устранению обнаруженных дефектов и несоответствий и проведения приемочных испытаний.
И.4 Основные работы при техническом диагностировании
И.4.1 В общем случае при техническом диагностировании должны выполняться следующие работы:
- ознакомление с документацией;
- ознакомление с материалами оперативного и (функционального) технического диагностирования;
- ознакомление с документацией;
- разработка программы работ;
- проверка состояния металлоконструкции;
- проверка опорно-ходовых частей;
- проверка уплотнений;
- определение вибрации;
- контроль химического состава, механических свойств и структуры металла;
- составление ведомости дефектов;
- оформление результатов технического диагностирования;
- оценка технического состояния и при необходимости остаточного ресурса работоспособности.
И.4.2 Если по мнению комиссии качество металла не вызывает сомнений и не требуется уточнения его характеристик, проверку характеристик металла допустимо не выполнять.
И.4.3 При проведении внеочередного технического диагностирования перечень подлежащих выполнению работ может быть сокращен по обоюдному согласию комиссии и владельца затвора в зависимости от состояния элементов затвора, вызвавших необходимость проведения технического диагностирования.
И.5 Ознакомление с материалами оперативного (функционального) технического диагностирования
И.5.1 Перед началом обследования затвора комиссия должна ознакомиться с результатами последнего оперативного (функционального) технического диагностирования, чтобы знать условия работы затвора и какие мероприятия были выполнены по результатам проведения технического диагностирования.
И.6 Ознакомление с документацией
И.6.1 Комиссия, проводящая техническое диагностирование, должна ознакомиться с имеющейся эксплуатационной документацией, чертежами и расчетами, выполненными при ремонтах затвора, сертификатами на металл, сварочные материалы, антифрикционные, лакокрасочные материалы, материалы уплотнений, покупные комплектующие детали, использовавшиеся при изготовлении и ремонте затвора, материалами последней технического диагностирования, документацией на закладные части затвора, информацией по отказам и повреждением аналогичного оборудования.
И.6.2 Главной целью анализа документации является установление номенклатуры технических параметров, предельных состояний, выявление наиболее вероятных возможных отказов и повреждений, а также элементов затвора и их участков, возрастание повреждений в которых может привести к отказу. Особое внимание должно быть уделено анализу критериев, причин, последствий отказов, выявлению возможных постепенных, деградационных и зависимых отказов, подтверждению отсутствия причин для внезапных отказов.
И.6.3 В процессе изучения и статистической обработки документации рекомендуется оформить рабочую карту технического диагностирования и схему затвора. Принцип составления рабочей карты технического диагностирования приведен в приложении К.
На схеме затвора отмечаются:
- участки, которые в результате особенностей конструктивного оформления или условий эксплуатации представляются наиболее предрасположенными к образованию повреждений;
- участки ранее выполнявшихся ремонтов с применением сварки;
- участки характерных повреждений или повышенного износа по данным оперативного технического диагностирования;
- участки дополнительного контроля, в т.ч. инструментального и неразрушающего.
И.7 Программа технического диагностирования
И.7.1 Программа работ по определению технического состояния должна быть разработана организацией, выполняющей техническое диагностирование, и утверждена техническим руководителем ГЭС.
И.7.2 В общем случае состав работ по определению технического состояния представлен в типовой программе, приведенной в приложении Л.
Работы по контролю сварных соединений (заводских, монтажных, ремонтных) физическими методами должны выполняться при отсутствии документального подтверждения факта и результатов такого контроля после выполнения сварочных работ или по результатам визуального контроля сварных соединений в местах предполагаемого наличия внутренних дефектов.
И.7.3 Программа может быть расширена с учетом:
- результатов анализа конструктивных особенностей, технологии изготовления и монтажа и условий эксплуатации затвора;
- результатов предыдущей оценки технического состояния и текущих наблюдений;
- требований технического руководителя ГЭС;
- требований надзорных организаций.
И.7.4 Согласованная программа работ по оценке технического состояния затвора включается в состав отчетной документации по техническому диагностированию.
И.8 Проведение технического диагностирования гидротехнического затвора
И.8.1 Перед техническим диагностированием затвор, особенно в местах наиболее вероятного возникновения повреждений, должен быть очищен от грязи и ржавчины, а при обследовании в зимнее время также ото льда, снега и инея.
Создание условий для безопасности проведения работ по техническому диагностированию обеспечивает технический руководитель ГЭС.
И.8.2 Техническое диагностирование затвора в общем случае должно включать:
- визуальный контроль и измерения металлоконструкции, опорно-ходовых частей, уплотнений, а также закладных частей;
- неразрушающий контроль;
- оценка степени коррозии и кавитационной эрозии и абразивного износа;
- оценка степени деформирования составных частей затвора;
- выполнение поверочных расчетов с учетом коррозии и возможных деформаций;
Решение о необходимости выполнения специальных исследований механических свойств, химического состава основного металла и сварных соединений, металлографии, тензометрирования и пр. принимается председателем комиссии по техническому диагностированию.
И.8.3 При проведении визуального контроля и измерений следует руководствоваться положениями [13].
Специалисты, осуществляющие визуальный и измерительный контроль, должны быть аттестованы на право выполнения соответствующего вида контроля в соответствии с [14].
При визуальном контроле и измерениях особое внимание должно уделяться участкам наиболее вероятного возникновения повреждений, в т.ч:
- участкам элементов затвора, деформированным в процессе эксплуатации;
- участкам пересечений сварных швов, особенно под острыми углами;
- участкам воздействия сосредоточенных нагрузок;
- участкам вварки вставок в жесткий контур;
- стыкам поясов и стенок ригелей, поясов диафрагм и опорных балок и их сопряжений;
- участкам максимальных рабочих напряжений;
- участкам концентрации напряжений (резкие изменения сечений и толщин, накладки, уступы, отсутствие плавного перехода от шва к основному металлу, входящие углы и т.п.);
- участкам сосредоточения или сближения сварных швов;
- участкам соединения элементов прерывистыми швами;
- отверстиям с необработанными кромками, прожженным, неокантованным по контуру, заваренным;
- вмятинам, забоинам и другим повреждениям поверхности металла;
- участкам металлоконструкции, ранее подвергавшимся ремонту;
- соединениям, собранным с эксцентриситетом свариваемых кромок;
- болтовым и заклепочным соединениям, особенно соединениям на высокопрочных болтах.
Участки металлоконструкций, в которых, как показывает опыт, наиболее вероятно возникновение трещин, показаны в табл. И.1.
Таблица И.1 - Характерные места возникновения трещин в металлоконструкциях гидротехнических затворов
|
Место вероятного возникновения трещин |
Эскиз с характером дефекта |
|
Пересечение поясов диафрагмы с поясами ригелей и сопряжение поясов ригелей с опорными балками под прямым углом |
|
|
Сопряжение элементов разной толщины |
|
|
Сопряжения элементов с острыми входящими углами |
|
|
Усиление элементов накладками |
|
|
Установка раскосов на косынке при малом расстоянии между раскосами |
|
|
Необработанное отверстие с грубой поверхностью кромки |
|
|
Места пересечения швов |
|
|
Места сопряжения элементов (поясов), где отсутствует обработка концевых участков, обеспечивающая плавный переход |
|
|
Концевые участки угловых швов, заканчивающиеся отверстием и не имеющие обварки торца |
|
|
Сварные угловые швы, передающие, сосредоточенные нагрузки и не имеющие полного провара |
- |
|
Стыковые сварные швы (особенно в растянутой зоне) имеющие дефекты сборки и сварки (большие несовпадения кромок, подрезы, кратеры, непровары, отсутствие подварочного шва и т.п.) |
- |
|
Места большой концентрации сварных швов, приводящей к возникновению больших остаточных сварочных напряжений |
- |
|
Близкое расположение параллельных сварных швов |
Расстояние между швами менее: для стыковых швов - 10 толщин металла; для углового и стыкового швов - 75мм |
|
Широкие стыковые швы, заваренные по увеличенному нестандартному зазору |
- |

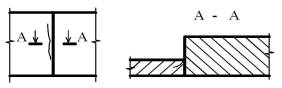
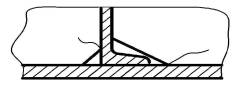




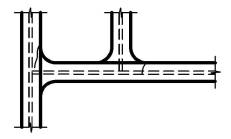
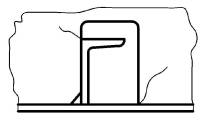
И.8.4 Визуальный контроль должен быть направлен в первую очередь на выявление следующих дефектов:
- трещин в основном металле и в сварных соединениях, косвенным признаком которых являются растрескивание лакокрасочного покрытия, местная коррозия, подтеки ржавчины;
- очагов коррозии;
- расслоений металла на торцевых поверхностях металлопроката;
- некачественного выполнения ремонтных сварных соединений;
- люфтов в шарнирах, ослаблений заклепочных и болтовых соединений;
- механических повреждений и деформаций;
- износа опорно-ходовых частей и уплотнений.
И.8.5 При установлении признаков возможного наличия трещины, а также для определения фактических границ распространения трещины в металлоконструкции или в сварном соединении сомнительные места или обнаруженные трещины рекомендуется подвергать физическому контролю. Назначение способа контроля и технических средств для его проведения осуществляется комиссией по техническому диагностированию.
Физическому контролю также рекомендуется подвергать узлы металлоконструкций, приведенные в табл. И.2. Объем контроля устанавливается комиссией.
Таблица И.2 - Узлы и элементы металлоконструкции затвора, рекомендуемые для проведения физического контроля в процессе технического диагностирования
|
Наименование узлов и элементов |
Назначение контроля |
Способ контроля |
|
Напорная обшивка, пояса и стенки ригелей, пояса и стенки стрингеров, проушины, диафрагмы и элементы ног сегментного затвора, стенки опорных балок |
Определение площади и величины коррозии |
Ультразвуковая толщинометрия |
|
Свободные кромки элементов при обнаружении расслоений |
Определение площади распространения расслоения |
|
|
Поперечные стыки поясов и стенок ригелей и стрингеров, сопряжения поясов ригелей с опорными балками |
Выявление трещин |
Ультразвуковая дефектоскопия, радиографический контроль |
|
Места пересечений стыковых швов обшивки |
То же |
То же |
И.8.6 Все обнаруженные в процессе контроля дефекты, по характеру и размерам превышающие допустимые, должны быть отмечены в ведомости дефектов, рекомендуемая форма которой приведена в приложении М.
По решению комиссии по техническому диагностированию могут быть установлены предельные отклонения, отличающиеся от указанных в настоящей методике, при этом величины отклонений должны быть обоснованы расчетом, в т.ч. и с использованием принципов механики разрушения.
И.8.7 Измерительный контроль.
И.8.7.1 Целью проведения измерительного контроля является количественная оценка коррозионных и механических повреждений, деформаций, изменений геометрических форм затвора по сравнению с проектными, износа опорно-ходовых частей и уплотнений.
Виды и объем измерительного контроля устанавливаются программой работ по оценке технического состояния затвора, которая может корректироваться по результатам визуального контроля.
И.8.7.2 При обнаружении механических повреждений металлических конструкций (вмятин, изгибов, перекосов и т.п.) следует произвести их замеры (длина, ширина или диаметр, глубина) и сопоставить полученные величины с предельно допускаемыми, установленными табл. И3 и И.4.
И.8.7.3 Величины предельно допускаемого износа элементов опорно-ходовых частей и уплотнений представлены в табл. И.5.
И.8.8 Контроль сварных соединений.
И.8.8.1 Контроль сварных соединений должен выполняться для выявления трещин и геометрических размеров и формы сварных швов, которые могли образоваться в процессе эксплуатации затвора.
Контроль для выявления прочих дефектов сварных соединений может выполняться по требованию комиссии или владельца затвора для подтверждения объективности ранее выполненного контроля или при отсутствии документально подтвержденных сведений о его проведения в процессе изготовления, монтажа или ремонта затвора. Объем контроля и его методы устанавливаются комиссией.
Таблица И.3 - Предельные отклонения изменений формы и размеров затворов в процессе их эксплуатации
|
№ |
Наименование отклонения |
Величина отклонения |
|
1 |
Стрела кривизны (прогиб) обшивки и ригелей в горизонтальной плоскости |
|
|
|
- для основных затворов, работающих в потоке |
1/600 |
|
|
- для основных затворов, работающих под статической нагрузкой и для аварийных затворов |
1/500 |
|
|
- для ремонтных затворов |
1/400; |
|
|
- для всех затворов с верхним горизонтальным уплотнением |
1/1000 |
|
2 |
Разность диагоналей (перекос) |
0,001 длины диагонали, но не более 10 мм |
|
3 |
Стрела кривизны опорных колонн (прогиб) в вертикальной плоскости |
0,001 высоты опорной колонны |
|
4 |
Стрела кривизны (прогиб) ригелей в вертикальной плоскости |
0,001 пролета затвора, но не более 15 мм |
|
5 |
Стрела кривизны кромки ножа затвора: |
|
|
|
- с резиновым уплотнением; |
3 мм |
|
|
- без резинового уплотнения |
1 мм |
|
6 |
Винтообразность уплотняющего контура, измеряемая по плоскости установки уплотнения или по центрам отверстий под болты крепления уплотнений |
(3+0,0002 l) мм, где l - величина пролета |
|
7 |
Расстояние между наружной гранью резинового уплотнения и плоскостью катания рабочего колеса или плоскостью скольжения опорного полоза |
±2 мм |
|
8 |
Отклонение четвертого колеса или одного конца рабочей поверхности полоза от плоскости, касающейся трех других колес или концов рабочих поверхностей полозьев (в затворах с четырьмя короткими полозьями отклонение середины рабочей поверхности одного полоза от плоскости, проходящей через середины рабочих поверхностей трех других полозьев) |
|
|
|
1) в затворах без продольных связей при расчетном пролете: |
|
|
|
- до 5 м включительно |
0,001 l мм |
|
|
- св. 5 до 10 м |
(3+0,0004 l) мм |
|
|
- св. 10 м |
(5+0,0002 l) мм |
|
|
2) в затворах с продольными связями или с двойной обшивкой при расчетном пролете l: |
|
|
|
- до 5 м включительно |
0,0007 l мм |
|
|
- св. 5 до 10 м |
(2,5+0,0002 l) мм |
|
|
- св. 10 м |
(3,0+0,00013 l) мм, где l - расстояние между средними плоскостями колес или полозьев, расположенных на разных сторонах затвора |
|
9 |
Тангенс угла наклона геометрической оси вращения колеса к горизонтальной оси затвора |
±0,003 |
|
|
Тангенс угла наклона средней плоскости короткого полоза к оси затвора |
±0,003 |
|
10 |
Отклонение расчетного полупролета (расстояние от оси затвора до средней плоскости колес) |
±(2+0,0003 l/2) мм |
|
11 |
Стрела кривизны геометрической оси рабочей поверхности полоза |
0,001 высоты затвора или секции, но не более 2 мм |
|
12 |
Расстояние между рабочей поверхностью полоза и обратным упором (или поверхностью под обратную распорку) |
±2 мм |
|
13 |
Уступы в стыках брусков антифрикционного материала по рабочей поверхности полоза |
0,2 мм |
|
14 |
Отклонение расстояния от оси вращения сегментного затвора до обшивки |
±8 мм |
|
15 |
Радиус кривизны обшивки сегментного затвора, подвергавшейся механической обработке |
h12 ГОСТ 25348 |
|
16 |
То же, не подвергавшейся механической обработке |
h14 ГОСТ 25348 |
|
17 |
Наклон вертикальной оси свободно подвешенного затвора при одной точке подвеса |
3 мм |
|
18 |
Стрела кривизны рабочих путей затвора в плоскости касания колес или полозьев затвора: |
|
|
|
- в пределах рабочей зоны |
0,0005 l, но не более 1 мм |
|
|
- вне пределов рабочей зоны |
0,001 l, но не более 4 мм где l - длина отправочного элемента закладных частей |
|
19 |
Местные неровности на рабочих поверхностях путей колесных затворов: |
|
|
|
- в рабочей зоне |
1 мм |
|
|
- вне рабочей зоны |
3 мм |
|
20 |
То же, скользящих затворов: |
|
|
|
- в рабочей зоне |
0,1 мм |
|
|
- вне рабочей зоны |
1 мм |
|
21 |
Уступы в стыках путей затворов по их рабочей поверхности: |
|
|
|
колесные затворы: |
|
|
|
- в рабочей зоне |
1 мм |
|
|
- вне рабочей зоны |
2 мм |
|
|
скользящие затворы: |
|
|
|
- в рабочей зоне |
0,2 мм |
|
|
- вне рабочей зоны |
0,2 мм |
И.8.8.2 Классификация, обозначение и определения дефектов должны соответствовать ГОСТ 30242.
И.8.8.3 Контроль геометрических размеров и формы сварных швов следует производить измерительным инструментом, имеющим точность измерения ±0,1 мм или специальными шаблонами [13].
Контроль должен производиться через 1 м, но не менее чем в двух сечениях каждого шва, а также в местах, определяемых визуальным контролем.
Размер и форма сварных швов, в зависимости от способа сварки, должны соответствовать ГОСТ 8713, ГОСТ 14771, ГОСТ 5264, ГОСТ 11534 и ГОСТ 23518.
И.8.8.4 Контроль сварных соединений должен осуществляться организацией, имеющей лицензию на проведение указанных работ и специалистов, аттестованных в соответствии с [14].
И.8.9 Техническое диагностирование коррозионного износа.
И.8.9.1 Коррозионный износ подразделяется на:
- общий износ отдельного листа - уменьшение толщины листа, примерно одинаковое по всей его поверхности;
- местный износ - локальное уменьшение толщины на отдельных участках листа;
- язвенный износ - сосредоточенное в ограниченной области утонение листа в виде отдельных язвин, раковин, точек и т.п.
Таблица И.4 - Допустимые величины местных деформаций металлоконструкций гидротехнических затворов
|
Вид деформации |
Эскиз элемента конструкции |
Размер протяженности деформации, мм |
Предельная величина деформации f, мм |
|
Прогибы (бухтины) обшивки на участках ограниченных перекрестным набором (стенки ригелей, стрингеры, диафрагмы) |
|
Размер b до 450 вкл. св. 450 до 600 вкл. св. 600 до 1000 вкл. св. 1000 |
3 4 5 6 |
|
Прогибы (бухтины) на участках стенки ригелей и диафрагм, ограниченных перекрестными связями |
|
||
|
Прогибы (бухтины) по свободным кромкам (пояса ригелей, стрингеры) в виде волнообразных выпучин и впадин |
|
||
|
Прогибы сварных стыковых соединений (домики) |
|
||
|
Искажение угла наклона между обшивкой и элементом балочной клетки |
|
Высота элемента h |
0,01h |
|
Искажение углов наклона между стенкой и поясом таврового и углового элемента |
|
Ширина пояса b |
0,01b |
|
Общая деформация (погнутость) растянутых связей из фасонного проката |
- |
- |
не более 1/150L, где L - длина элемента |

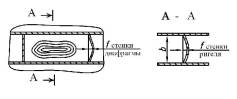


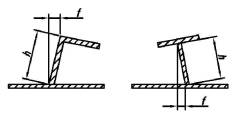

Таблица И.5 - Величины предельно допустимого износа элементов опорно-ходовых частей и уплотнений гидротехнических затворов
|
Контролируемый параметр |
Предельно допустимая величина износа |
|
Износ рабочих поверхностей полозьев скользящих затворов или ободов ходовых колес плоских затворов. |
5 мм* - при расположении уплотнительного контура с низовой стороны, 3 мм* с верховой стороны |
|
Выкрашивание, сколы: |
|
|
- полозьев |
10% площади рабочей поверхности |
|
- колес |
2% площади поверхности катания при условии нераспространения на всю ширину полозьев и обода колеса |
|
Износ рабочей поверхности путей скользящих затворов |
3 мм* - при пути из нержавеющей стали 2 мм* - при наличии нержавеющей наплавки |
|
Выкрашивание, сколы |
не допускаются |
|
Износ рабочей поверхности путей колесных затворов |
5 мм |
|
Выкрашивание |
2% поверхности при условии нераспространения на всю ширину пути |
|
Радиальный износ втулок подшипников скольжения и шарнирных опор сегментных затворов |
3 мм |
|
Радиальный износ осей |
1 мм |
|
Зазор между осью и втулкой скольжения: |
|
|
- для втулки из ДСП-Б и АСМК-112 |
0,4 % диаметра вала |
|
- для втулки (вкладыша) из антифрикционного сплава |
0,2 % диаметра вала |
|
Состояние подшипников качения: |
|
|
- цвета побежалости в любом месте |
не допускаются |
|
- сколы и трещины любых размеров и расположения; |
не допускаются |
|
- отпечатки шариков или роликов на дорожках качения; |
не допускаются |
|
- отслаивание или раковины |
не допускаются |
|
- выкрашивание в шариках, роликах или дорожках катания колец; |
не допускаются |
|
- забоины и выбоины в сепараторе, препятствующие свободному вращению подшипника |
не допускаются |
|
Износ рабочей поверхности уплотнения |
3 мм* (при условии сохранения работоспособности уплотнительного контура) |
|
Примечание: * - допустимую величину износа данных параметров необходимо определять совместно, обеспечивая работоспособность затвора |
|
В свою очередь, различаются разновидности местного износа:
- износ пятнами - утонение листа (элемента набора) на отдельных участках поверхности;
- канавочный износ (односторонний или двусторонний) - избирательное утонение листа (элемента набора) в виде канавки вдоль границы сварного шва и/или околошовной зоны;
- линейный износ - утонение листа на узкой полосе вдоль линии приварки продольного и/или поперечного набора (стенки ригелей, стрингера, диафрагмы).
И.8.9.2 Степень коррозионного износа может определяться при помощи измерительного инструмента или ультразвуковой толщинометрии. Величина допустимой степени коррозии и оценка степени ее влияния на работоспособность затвора устанавливается расчетом.
Ориентировочно влияние коррозии несущих элементов металлоконструкций затвора может оцениваться согласно рекомендациям, приведенным в приложении Р.
И.8.9.3 Износ элементов затворов и закладных частей характеризуется остаточными толщинами
Различаются следующие остаточные толщины листов:
S1 - средняя остаточная толщина при общем износе листа;
S2 - средняя остаточная толщина отдельного участка (ячейки, ограниченной элементами набора) листа при местном износе;
S3 - минимальная остаточная толщина ячейки в язвине.
И.8.9.4 Средняя остаточная толщина листа S1 определяется по формуле:
 (и.1)
(и.1)
где Si - измеренная остаточная толщина в точке i; n - количество замеров.
Измерение остаточных толщин листа выполняется в соответствии со схемами 1 и 2 на рис. И.1. Количество замеров на листе может быть ограничено тремя (схема 1), если разность между измеренными остаточными толщинами Si менее 1,5 мм. В случаях, когда разность между измеренными остаточными толщинами Si более 1,5 мм, но не более 3 мм, количество замеров увеличивается до семи (схема 2). По схеме 2 измеряются также остаточные толщины листа, если Si, измеренная по схеме 1, составляет менее 85% проектной толщины листа.
В случаях, когда разность толщин превышает 3 мм (что свидетельствует о наличии зон местного износа):
- при определении величины S1 в количество замеров Si должны быть включены также и замеры в местах местного износа пятнами; если местным износом пятнами охвачено более 40% ячеек, имеющихся на данном листе, количество замеров для определения S1 должно быть увеличено вдвое по сравнению со схемой 2 (рис. И.1);
- допускается оценивать коррозионный износ листа отдельно по участкам.
И.8.9.5 Средняя остаточная толщина в районе местного износа определяется в зависимости от его вида.
И.8.9.5.1 Износ пятнами характеризуется средней остаточной толщиной S2п и долей площади ячейки листа, пораженной износом β.
Величина S2п определяется согласно п. И.8.9.4 (формула И.1) на основании замеров остаточных толщин, выполняемых в рассматриваемой ячейке листа.
Величина β вычисляется по формуле
![]() (И.2)
(И.2)
где F1 - площадь ячейки листа, охваченная износом пятнами; F0 - площадь рассматриваемой ячейки.
Площадь F1 определяется глазомерно либо с помощью сетчатых трафаретов, нанесенных на кальку или с помощью проволочных шаблонов.
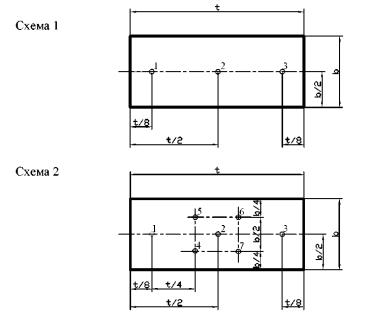
Рис. И.1. Схема измерения остаточных толщин листа
(схема 1 - по трем точкам, схема 2 - по семи точкам)
И.8.9.5.2 Линейный износ листа (утонение на узкой полосе вдоль линии приварки стенок набора) характеризуется остаточными толщинами t0i, измеренными у стенок набора и остаточными толщинами tпi в пролете между ними.
Точки измерений возле набора должны располагаться не далее 20 мм от его стенки.
Для определения этих параметров остаточные толщины измеряются вдоль стенки в районе наибольшего износа в трех сечениях по длине листа. В результате измерений определяются по формулам:
 (И.3)
(И.3)
 (И.4)
(И.4)
![]() (И.5)
(И.5)
где n - количество измерений.
И.8.9.5.3 Канавочный односторонний или двусторонний износ (избирательное утонение листа в виде канавки вдоль границы сварного шва или околошовной зоны) характеризуется остаточной толщиной в районе канавок.
Остаточная толщина в канавке определяется по формуле:
S2k = S'1 - (h1 + h2), (И.6)
где S'1 - измеренная остаточная толщина возле канавки; h1, h2 глубина канавки с наружной и внутренней сторон листа.
И.8.9.5.4 Язвенный износ S3 характеризуется наименьшей остаточной толщиной в районе отдельных язвин, диаметром язвин и измеряется в наиболее глубокой впадине в пределах ячейки листа.
И.8.9.6 Степень коррозии элементов затвора из прокатных профилей (стрингеров, металлоконструкции уплотнения и пр.) должна замеряться в зонах максимального коррозионного износа, установленных при визуальном контроле.
И.8.10 Контроль состояния заклепочных и болтовых соединений.
И.8.10.1 Контроль состояния заклепочных и болтовых соединений следует выполнять визуально и обстукиванием молотком. Ослабление заклепки (болта) можно установить по более глухому звуку удара и по характеру отскока молотка. Проверку ослабления заклепки также можно выявить двумя молотками: одним выполняют удар по внешней головке, а другой держат прижатым к противоположной головке заклепки. Если головка ослаблена, то при ударе первым молотком по головке происходит резкий отскок второго молотка. Не допускается дрожание или перемещение головки заклепки (болта) под ударами молотка.
Неплотное прилегание головки заклепки к склепываемому пакету должно проверяться щупом 0,2 мм. Щуп не должен проходить вглубь под головку более, чем на 3 мм.
Плотность стяжки пакета болтами должна проверяться щупом толщиной 0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм.
Зазор между деталями в соединениях, для которых предусмотрена плотная пригонка, не должен превышать 0,3 мм. При этом щуп такой толщины не должен проходить между приторцованными поверхностями деталей.
И.8.10.2 У всех болтовых соединений при визуальном контроле следует установить соответствие количества болтов в соединении проекту, а также явные дефекты (трещины, смятия, отрыв головки и т.п.). Для проверки фактического состояния один из наиболее подвергнувшихся коррозии болтов подвергают контрольному развинчиванию-завинчиванию и проверке на наличие признаков среза, смятия и т.п. (в необходимых случаях при этом должна быть обеспечена разгрузка всего болтового соединения). При обнаружении дефекта в ведомость дефектов должна быть включена рекомендация по ревизии данного болтового соединения в сроки, установленные комиссией.
И.8.10.3 При сильной коррозии болтового (заклепочного) соединения или обнаружении во время обследования лопнувшего болта (заклепки), не менее 25% количества болтов (заклепок) в данном соединении подвергают ультразвуковой дефектоскопии-определению действительной длины болта с помощью ультразвукового толщиномера.
Дефектные болты или заклепки подлежат замене.
Для высокопрочных болтов должно проверяться соответствие усилий натяжения болтов расчетным значениям выборочной проверкой значений крутящих моментов методом дотяжки протарированными динамометрическими ключами. Усилие при контроле следует прикладывать к гайке. Дополнительный угол поворота гайки при контроле не должен превышать 15°. Если крутящие моменты при контроле хотя бы для одного болта окажутся меньше требуемого значения или превысят это значение более чем на 20%, то контролю подлежат все болты данного соединения. Натяжение болтов, при контроле которых крутящие моменты выходят за указанные пределы, должно быть доведено до требуемого значения.
Количество болтов подлежащих контролю, должно быть не менее:
- до 5 болтов в соединении - все болты;
- от 6 до 20 болтов в соединении - 5 штук;
- свыше 20 болтов в соединении - 25% болтов.
К выполнению работ по контролю натяжения высокопрочных болтов должны допускаться рабочие, изучившие устройство, принцип действия и техническую характеристику натяжного оборудования, освоившие на практике правила эксплуатации и тарирования ключей, требования по технологии натяжения болтов и сдавшие экзамен.
И.8.10.4 Проверка качества соединений на высокопрочных болтах включает оценку комплектности шайб и гаек, а также отсутствия зазоров между шайбами и гайками.
В сомнительных случаях проверку целостности болтов можно выполнять с помощью ультразвукового толщиномера.
И.8.11 Проверка химического состава и механических свойств металла несущих элементов металлических конструкций.
И.8.11.1 Необходимость определения химического состава и/ или механических свойств основного металла и металла сварных швов устанавливается комиссией по техническому диагностированию в следующих случаях:
- при отсутствии достоверных данных о металле и сварочных материалах, использовавшихся при изготовлении и/или ремонте;
- при необходимости уточнения фактических показателей механических свойств;
- при наличии сомнений в соответствии использовавшихся при ремонте материалов требованиям документации на ремонт.
Комиссия также может потребовать выполнения металлографических исследований основного металла и металла сварных соединений в случаях:
- использования в процессе ремонта элементов из термообработанной стали, изготовленных с применением высокотемпературного нагрева (например, горячей штамповки);
- в случае высокотемпературных нагревов металлоконструкции, изготовленной или ремонтировавшейся с использованием деталей из термообработанной стали;
- при возникновении трещин в сварных соединениях.
И.8.11.2 Порядок отбора проб для определения химического состава и механических свойств металла несущих элементов металлоконструкций изложен в приложении С.
И.8.11.3 При определении механических свойств необходимо выполнить испытания образцов на растяжение и на ударный изгиб (испытания определения ударной вязкости KCU).
Испытания на ударную вязкость после механического старения производятся по усмотрению комиссии.
Ударная вязкость должна определяться при температурах соответствующих климатическим зонам, в которых эксплуатируется затвор (У - при -40°, ХЛ - при -70°С).
Значение ударной вязкости KCU должно быть не менее 29 Дж/см2.
Испытания на растяжение с определением временного сопротивления, предела текучести и относительного удлинения на 5-ти кратных образцах следует производить по ГОСТ 1497.
Ударную вязкость следует определять на стандартных образцах с надрезом в соответствии с ГОСТ 9454.
Для группы однотипных несущих элементов должен быть испытан 1 образец на растяжение и не менее 3 образцов на ударную вязкость.
К группе однотипных элементов относятся элементы одного вида проката и одина-ковые по сечению.
Вырезку элементов для испытания на растяжение и ударную вязкость следует проводить по направлению действия основного силового потока. На отобранных заготовках должны наноситься клейма керном и составляться ведомость с указанием элемента, места вырезки и клейма.
И.8.11.4 Места вырезки заготовок должны быть восстановлены постановкой вставок с последующей их заваркой.
Металл вставок должен соответствовать основному металлу затвора, а сварка должна выполняться по разработанной технологии.
При восстановлении должны быть обеспечены минимальные коэффициенты концентрации напряжений (форма вставок, зачистка сварных швов и т.п.).
И.8.12 При проведении контроля опорно-ходовых частей затвора следует обращать внимание:
- колесных опорно-ходовых устройств - на раскатку контактной поверхности ходовых колес, проворачиваемость, состояние втулок, состояние крепежных элементов, наличие износа и повреждений рабочей поверхности катания и реборд, колес и осей на наличие смазки в подшипниках, на повреждения литых или сварных ходовых тележек и их механических частей;
- скользящих опорно-ходовых устройств - на наличие износа и повреждения вкладышей, качество запрессовки вкладышей полозьев, состояние обоймы полоза, крепежных элементов, торцевых планок;
- опор сегментных затворов - на соосность, наличие смазки, состояние втулок, подшипников и осей;
- обратные, боковые, торцевые колеса - на наличие износа, состояние крепежных элементов, на наличие деформированных деталей, состояние поверхности опирания колес;
- обратные тележки, обратные распорки затворов - на наличие деформаций и повреждений деталей, состояние крепежных элементов, состояние резинового буфера, повреждение и износ колес и осей, втулок (для обратных тележек).
И.8.13 При проведении контроля уплотнительных устройств следует обращать внимание;
- уплотнений - на наличие повреждений, разрывов, степень и характер износа, плотность стыков, работу привода уплотнений, плотность прилегания к закладным частям, твердость резины;
- уплотняемой поверхности - на наличие повреждений (трещин, вмятин, деформаций и т.п.).
И.8.14 При проведении контроля закладных частей затворов следует обращать внимание:
- на коррозию элементов закладных частей;
- на состояние сварных швов (наличие коррозии и трещин);
- на состояние рабочих путей (коррозия, износ, повреждения рабочих поверхностей, трещины, уступы в стыках рельсов, выколы).
И.8.15 Прочность и надежность затворов зависит от их вибрационных характеристик.
При техническом диагностировании необходимо измерять частоту и амплитуду вынужденных колебаний, вызываемых воздействием на затвор периодических возмущающих сил, возникающих в результате турбулентного движения воды в период образования щели между уплотнением и уплотняемым контуром.
Измерения должна выполнять специализированная организация.
Полученные при измерении частоты вынужденных колебаний конструкции затвора результаты нужно сопоставить с расчетными значениями собственных колебаний конструкции, чтобы установить возможность явления резонанса.
Если отношение частот возмущающих сил к частотам собственных колебаний конструкции превышает значение 3, резонансные колебания можно считать неопасными.
При значениях указанных отклонений менее 3 должны быть приняты меры, не допускающие проявления резонансных колебаний затвора.
При замерах вибрации основное внимание должно быть обращено на ригель, ближе всего расположенный к месту приложения возмущающих сил.
И.8.16 При обследовании антикоррозионного (лакокрасочного) покрытия затвора должно проверяться состояние покрытия, величина его износа и адгезионные свойства.
Состояние покрытия определяется визуально-оптическим осмотром.
На поверхности не допускается наличие трещин, царапин, выбоин, пузырей отслаивания, растрескивания и вздутий пленки.
Величина износа покрытия определяется путем замера фактической толщины покрытия при помощи толщиномеров.
Достаточность адгезии покрытия должна оцениваться методом решетчатых надрезов по ГОСТ 15140.
Покрытие, соответствующее баллам 3 и 4, должны считаться непригодными для дальнейшей эксплуатации.
И.8.17 Результаты каждого вида контроля должны фиксироваться протоколами, где бы отражались результаты проведенного контроля.
Протоколы должны иметь подпись лица проводившего контроль, его должность и проставлена дата проведения контроля
И.8.18 Оценка возможности продолжения эксплуатации затвора.
И.8.18.1 При оценке возможности продолжения эксплуатации затвора следует учитывать:
- наличие местных механических повреждений элементов конструкции, в т.ч. местных остаточных деформаций, разрывов, трещин и других дефектов;
- остаточные деформации узлов металлоконструкции;
- коррозионные повреждения;
- выявленные дефекты основного металла и сварных соединений;
- неисправность заклепочных и болтовых соединений (ослабление заклепок и болтов, несоответствие их количества конструкторской документации, чрезмерные радиальные зазоры в соединениях и т.п.), особенно, если они воспринимают знакопеременные усилия и моменты;
- наличие и качество антикоррозионного покрытия.
И.8.18.2 По степени тяжести последствий (риска), которые могут произойти вследствие наличия дефектов и повреждений, а также по степени возможности их устранения, различают дефекты и повреждения при наличии которых:
- продолжение эксплуатации возможно до очередного обследования, без каких либо дополнительных условий;
- продолжение эксплуатации возможно на меньший, чем до очередного обследования, срок, рекомендуемый настоящей методикой;
- продолжение эксплуатации возможно до очередного обследования с изменением характеристики - условий эксплуатации;
- продолжение эксплуатации связано с необходимостью проведения ремонта и находится в зависимости от его результатов;
- продолжение эксплуатации затвора либо его элемента невозможно.
И.8.18.3 Возможность продолжения эксплуатации затвора с измененными характеристиками условий эксплуатации во всех случаях должна быть обоснована соответствующими расчетами, после чего о принятом решении должен быть поставлен в известность владелец затвора.
И.8.18.4 Возможность и условия продолжения эксплуатации затвора с повреждениями, не учтенными в настоящей методике, определяет комиссия, проводящая обследование. При этом в тех случаях, когда представитель разработчика конструкторской документации не участвует в работе комиссии, принимаемое решение должно быть согласовано с разработчиком.
И.8.18.5 При выполнении технического диагностирования затворов и анализе его результатов следует с наиболее возможной степенью достоверности (в т.ч. с использованием при необходимости расчетов и выполнения оценки степени изменения свойств металла) выявить причину возникновения дефекта, которая должна быть отражена в ведомости дефектов.
И.8.18.6 Возможность и условия продолжения эксплуатации дефектных элементов затвора срок до выполнения ремонта (при условии необходимых ограничений и регламентированного контроля состояния элемента), определяет комиссия, проводящая техническое диагностирование.
И.8.19 Составление ведомости дефектов
И.8.19.1 Дефекты, выявленные в процессе технического диагностирования затвора, должны быть занесены в ведомость дефектов (приложение П).
И.8.19.2 Ведомость дефектов является официальным документом для передачи затвора в ремонт или его списания.
И.8.20 После устранения дефектов, установленных комиссией при техническом диагностировании, и перевода затвора в рабочее состояние, затвор должен быть подвергнут приемочным испытаниям.
И.9 Оформление результатов технического диагностирования
И.9.1 По результатам технического диагностирования затвора должен быть оформлен акт, рекомендуемая форма которого приведена в приложении Т.
В случае проведения внеочередного технического диагностирования форма акта не регламентируется.
И.9.2 Акт после его подписания всеми членами комиссии должен утверждаться руководителем организации, проводившей техническое диагностирование.
И.9.3 Для затворов, находящихся при завершении работ по техническому диагностированию в работоспособном состоянии, комиссия устанавливает в акте срок, на время которого рекомендуется продление их дальнейшей эксплуатации, при необходимости устанавливает остаточный ресурс затвора, а также срок следующего технического диагностирования.
Заключение о возможности продления срока эксплуатации должно учитывать эффективность действующей у владельца системы технического обслуживания и ремонта (системы ТО и Р). Неудовлетворительное функционирование системы ТО и Р может служить одним из оснований для уменьшения срока продления эксплуатации.
И.9.4 Один экземпляр акта с ведомостью дефектов передается владельцу затвора и служит основанием для получения разрешения на эксплуатацию затвора, проведения ее ремонта или списания.
Второй экземпляр акта с ведомостью дефектов остается в архиве организации, выполнившей техническое диагностирование.
И.9.5 Одновременно с актом может оформляться отчет о проведенном техническом диагностировании (по произвольной форме).
Допускается отчет о проведенном техническом диагностировании делать сводным на группу обследованных затворов одной ГЭС.
И.10 Требования к организации, проводящей техническое диагностирование
И.10.1 Выбор организации, проводящей техническое диагностирование затворов, должен производиться на основе конкурсного отбора в соответствии с правилами, установленными в гидрогенерирующей компании. Требования к участникам отбора компания устанавливает в конкурсной документации в соответствиями с требованиями Стандарта [3] и дополнительными требованиями, определяемыми конструктивными и эксплуатационными особенностями диагностируемого затвора.
И.10.2 Председателя комиссии следует назначать из лиц, имеющих высшее техническое образование, знания и практический опыт работы с механическим оборудованием не менее 10 лет, опыт работы по техническому диагностированию не менее 5 лет, знающего возможные места повреждений, имеющего право на принятие решений по вопросам, связанным с продлением срока службы.
И.10.3 Организация, проводящая техническое диагностирование, должна критически подходить к оценке данных, представляемых персоналом ГЭС.
И.11 Требования охраны труда при проведении технического диагностирования
И.11.1 При техническом диагностировании затворов должны соблюдаться требования охраны труда в полном соответствии с требованиями [4] и СТО ГЭС (производственных инструкций) по охране труда.
И.11.2 Для обеспечения безопасности труда при подготовке и проведении технического диагностирования администрация владельца затвора обязана разработать в каждом конкретном случае указания (мероприятия, инструкции) по охране труда при обследовании с учетом конкретного объема работ, специфики эксплуатации затвора и его рабочей зоны, обеспечив безопасное проведение работ, а также определить порядок привлечения своих специалистов к участию в организации проведения технического диагностирования.
И.11.3 Запрещается работа по техническому диагностированию во время грозы, снегопада, гололеда, тумана, сильного дождя, в темное время суток на открытом воздухе, а также выполнение работ на высоте при скорости ветра более 10 м/с.
Приложение
К
(рекомендуемое)
Форма заполнения рабочей карты технического диагностирования
|
Тип затвора и его наименование ____________________________________________________ Место установки _________________________________________________________________ Шифр заказа ____________________________________________________________________ Условные обозначения состояния узла, элемента, документа: _________________________________________________ в порядке _________________________________________________ требует устранения неисправности (корректировки, регулировки) _________________________________________________ требует ремонта (реконструкции) _________________________________________________ требует замены
Председатель комиссиипо техническому диагностированию ________________________________________________ (подпись, фамилия, инициалы, дата)
|
Приложение Л
(рекомендуемое)
Типовая программа работ по оценке технического состояния гидротехнических затворов гидроэлектростанций
Л.1 Изучение существующей документации по эксплуатации затвора.
Л.1.1 Схемы контрольных обмеров смонтированных затворов.
Л.1.2 Схемы контрольных обмеров смонтированных закладных частей.
Л.1.3 Данные о проводимых технических осмотрах.
Л.1.4 Документация подтверждающая изменения и отклонения от проекта, допущенные при изготовлении и монтаже, а также в процессе эксплуатации затвора.
Л.1.5 Документы подтверждающие изменение условий эксплуатации затвора по сравнению с проектными.
Л.1.6 Сведения о происшедших авариях (при их наличии).
Л.1.7 Ремонтная документация (при наличии ремонтных работ или проведении работ по усилению конструкции затвора).
Л.2 Визуальный контроль.
Л.2.1 Наличие общих и местных деформаций.
Л.2.2 Наличие трещин и местных механических повреждений.
Л.2.3 В случае обнаружения трещин в сварных соединениях или в основном металле элементов затвора, обусловленных хрупким разрушением, следует производить комплекс испытаний металла, - химический состав, механические испытания, металлографические исследования.
Л.2.4 Определение расположения и площадей участков общего коррозионного износа, местных коррозионных разрушений, их относительной площади и глубины.
Л.2.5 Выявление участков эрозионного и кавитационного разрушения и абразивного износа.
Л.2.6 Контроль антикоррозионного покрытия затвора.
Л.3 Измерительный контроль.
Л.3.1 Замеры основных параметров формы и размеров затвора, в т.ч. износа уплотнений, опорно-ходовых и закладных частей и сопряжений опорно-ходовых частей и уплотнений затвора с закладными частями (конкретные параметры устанавливаются в зависимости от типа затвора, условий эксплуатации и данных оперативного технического диагностирования и ознакомления с документацией).
Л.4 Неразрушающий контроль.
Л.4.1 Контроль сварных соединений и основного металла на участках возможного
возникновения хрупких или коррозионно-усталостных разрушений.
Л.4.2 Техническое диагностирование коррозионного, а также кавитационного и абразивного износа.
Л.4.3 Контроль болтовых и заклепочных соединений.
Л.4.4 Контроль толщины лакокрасочных покрытий (по результатам визуального контроля).
Л.5 Проверка механических свойств и химического состава основных элементов затвора.
Л.6 Измерения вибрации.
Л.7 Составление ведомости дефектов.
Л.8 Оценка технического состояния затвора.
Л.9 Расчет остаточного ресурса работоспособности (при необходимости).
Л.10 Оформление результатов технического диагностирования и отчета.
Приложение
М
(рекомендуемое)
Ведомость дефектов
|
Тип гидротехнического затвора и его наименование ___________________________________ Место установки _________________________________________________________________Шифр заказа ____________________________________________________________________ Изготовитель ____________________________________________________________________ (предприятие-изготовитель и год изготовления) Владелец _______________________________________________________________________
Председатель комиссиипо техническому диагностированию ________________________________________________ (подпись, фамилия, инициалы, дата) Член комиссии __________________________________________________________________ (подпись, фамилия, инициалы, дата) Член комиссии __________________________________________________________________ (подпись, фамилия, инициалы, дата)
|
Приложение Н
(рекомендуемое)
Оценка влияния коррозии несущих элементов металлоконструкций гидротехнических затворов
Н.1 Общий износ
Н.1.1 Уменьшение средней остаточной толщины S1 элементов вследствие коррозии допускается не более 15% номинальной величины площади сечения, указанной в сортаменте соответствующего профиля. При этом никаких дополнительных расчетов не требуется и срок, назначенный до следующего обследования, принимается согласно п. И.2.4 приложения И.
Н.1.2 В случае уменьшения остаточной толщины элемента S1 в результате коррозии на 15% и более прочность элемента должна быть проверена расчетом. В расчете следует учитывать фактическое изменение моментов инерции и сопротивления сечения и фактические механические свойства материала.
Н.2 Износ пятнами
Допускаемая остаточная толщина листа S2п по условиям местного износа устанавливается:
1) по толщине:
S2п = 0,85S0, (Н.1)
где S0 - проектная толщина листа.
2) по поверхности, охваченной коррозионными поражениями:
F1 = 0,2F0, (H.2)
где F1 - площадь ячейки, охваченная износом пятнами, F0 - площадь рассматриваемой ячейки.
Н.3 Линейный износ
Допускаемая остаточная толщина листа в районе линейного износа определяется:
t = μS1, (Н.3)
где S1 -
допускаемая толщина листа согласно п. Н.1, μ - коэффициент, определяемый по формуле ![]() (п. И.8.9.5 приложения
И).
(п. И.8.9.5 приложения
И).
Величина t должна удовлетворять условию
t ≥ S2п. (Н.4)
Н.4 Канавочный износ
Допускаемая остаточная толщина листа в районе канавочного износа S2к принимается равной
S2к = S2п (H.5)
если длина канавки более 100 мм, и
S2к = S3, (Н.6)
если длина канавки меньше или равна 100 мм.
Н.5 Язвенный износ
Допускаемая остаточная толщина в районе язвенного износа определяется по выражению
S3 = 0,75Smin, (H.7)
где Smin - минимальная толщина согласно п. Н.1.
Н.6 Для элементов металлоконструкций, работающих в условиях агрессивной среды, имеющих исходную (или в результате коррозии) толщину 5 мм и менее, а также в случаях, когда относительное уменьшение площади сечения любого иного расчетного элемента превышает 25%, следует дополнительно учитывать снижение расчетного сопротивления материала, умножая его на коэффициент степени агрессивности воздействия среды γd, принимаемый по табл. Н.1
Таблица Н.1
|
Степень агрессивного воздействия среды по СНиП 2.03.11-85 |
γd |
|
Слабоагрессивная |
0,95 |
|
Среднеагрессивная |
0,90 |
|
Сильноагрессивная |
0,85 |
Н.7 Допускаемые коррозионные повреждения сварных швов листовых элементов составляют:
- для стыковых и угловых с полным проваром швов, расположенных поперек действия основного усилия до износа на глубину не ниже поверхности соединяемых листов;
- для стыковых и угловых с полным проваром швов, расположенных вдоль действия основного усилия - износ до остаточной толщины шва не меньшей, чем 0,9 средней остаточной толщины наиболее тонкого из соединяемых листов, но не более 2 мм от поверхности этого листа;
- для нахлесточных и угловых швов без скоса свариваемых кромок - уменьшение катета шва на 15% от проектной величины.
Приложение
П
(рекомендуемое)
Отбор проб для определения химического состава и механических свойств несущих элементов гидротехнических затворов
П.1 Пробы для определения химического состава и механических свойств металла берутся из основных несущих элементов затвора в местах, согласованных с разработчиком конструкторской документации затвора.
Рекомендуется брать пробы:
- из верхнего и нижнего поясов ригелей;
- из верхней и нижней частей напорной и безнапорной обшивок в районе опорно-концевых стоек.
П.2 Размеры проб для определения механических свойств устанавливаются комиссией по техническому диагностированию в зависимости от номенклатуры видов испытаний, а также типов и количества подлежащих испытаниям образцов.
П.3 Пробу на анализ химического состава берут в количестве не менее 30 г. Место отбора пробы должно быть отмечено на эскизе или чертеже общего вида. Поверхность в месте отбора пробы должна быть тщательно очищена от краски, ржавчины, окалины, масла и влаги, а затем обезжирена.
П.4 Стружка для анализа может быть получена пневмозубилом с кромки элемента либо сверлением отверстия.
П.5 В случае, если стружку берут зубилом, место взятия пробы обрабатывают шлифмашинкой, обеспечивая плавную линию кромки.
П.6 Сверление отверстия производят на всю толщину детали. Если по условиям эксплуатации герметичность элемента не требуется, то по окончании сверления и взятия стружки отверстие не заваривают.
Для клепаных конструкций диаметр сверла следует назначать в пределах 0,5÷0,8 диаметра заклепки, для сварных элементов диаметр сверла берут в пределах 8÷10 мм.
Приложение
Р
(рекомендуемое)
Форма акта по результатам технического диагностирования гидротехнического затвора
«УТВЕРЖДАЮ»
_______________________________________
(руководитель организации,
проводившей техническое диагностирование)
_______________________________________
(фамилия, инициалы)
«___» _________________________ г.
Акт технического диагностирования
Внимание! Данная форма акта ориентирована для обработки его на ЭВМ. При заполнении формы в каждой отдельной клеточке можно записывать только одну букву или цифру.
|
Тип затвора |
|
|
|
|
|
|
|
|
|
|
|
|
Регистрационный номер |
|
|
|
|
|
|
|
|
|
|
|
|
Организация - владелец затвора |
|
|
|
|
|
|
|
|
|
|
|
|
Объект, где установлен затвор |
|
|
|
|
|
|
|
|
|
|
|
|
Комиссия (наименование организации, проводившей техническое диагностирование) |
|
|
|
|
|
|
|
|
|
|
|
|
Номер лицензии (при наличии) |
|
|
|
|
|
|
|
|
|
|
|
|
Дата выдачи лицензии |
|
|
|
|
|
|
|
|
|
|
|
|
Номер приказа, согласно которому проводилось техническое диагностирование |
|
|
|
|
|
|
|
|
|
|
|
|
Вид технического диагностирования (первичная, повторная, внеочередная) |
|
|
|
|
|
|
|
|
|
|
|
|
Техническое диагностирование проведено в соответствии с требованиями (указать номер нормативного документа) |
|
|
|
|
|
|
|
|
|
|
|
1 В результате обследования комиссия установила:
Тип затвора |
|
|
|
|
|
|
|
|
|
|
|
|
Год и месяц изготовления |
|
|
|
|
|
|
|
|
|
|
|
|
Паспортная система классификации |
|
|
|
|
|
|
|
|
|
|
|
|
Климатическое исполнение |
|
|
|
|
|
|
|
|
|
|
|
|
Может быть установлен в (указать, в каком ветровом районе по ГОСТ 1451 или в помещении) |
|
|
|
|
|
|
|
|
|
|
|
|
Допустимая температура (нижний и верхний предел) эксплуатации по техническим условиям |
|
|
|
|
|
|
|
|
|
|
|
|
Допустимая сейсмичность района установки |
|
|
|
|
|
|
|
|
|
|
|
2 Фактические условия использования затвора
|
Вид выполняемых работ |
|
|
|
|
|
|
|
|
|
|
|
|
Среднее количество маневрирований в течение года |
|
|
|
|
|
|
|
|
|
|
|
|
Нижний и верхний пределы температур места установки |
|
|
|
|
|
|
|
|
|
|
|
|
Соответствуют ли условия эксплуатации паспортным ( если нет- указать в чем несоответствие- температура, режим, сейсмичность и т. д.) |
|
|
|
|
|
|
|
|
|
|
|
3 Общее состояние затвора и его отдельных узлов на момент проведения технического диагностирования (исправное, работоспособное, неисправное и пр.)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 Общее количество дефектов, отмеченных в ведомости дефектов
|
|
|
в том числе:
|
Требуют немедленного устранения |
|
|
|
Могут быть устранены в течение 1 мес. |
|
|
|
Могут быть устранены при очередном ГГПР |
|
|
5 Количество дефектов, устраненных владельцем затвора по замечаниям комиссии в ходе проведения технического диагностирования:
|
|
|
6 Проведены испытания (заполняется в случае, если испытания проводились)
|
При сухом пороге |
|
|
|
|
Под напором |
|
|
|
7 Заключение комиссии
7.1 По результатам проведенного технического диагностирования и с учетом устраненных владельцем затвора в ходе выполнения технического диагностирования дефектов комиссия считает
|
Затвор находится в работоспособном состоянии и может эксплуатироваться в паспортном режиме с учетом устраненных замечаний, отмеченных в ведомости дефектов. Следующее техническое диагностирование провести не позднее (указать месяц и год) |
|
|
|
|
|
|
|
|
Затвор подлежит ремонту согласно ведомости дефектов (поставить плюс) |
|
||||||
|
Затвор подлежит списанию (поставить плюс) |
|
||||||
Затвор может эксплуатироваться лишь со следующими ограничениями (заполняется при назначении комиссией каких-либо ограничений):
Учитывая фактическое состояние обследованного затвора необходимо (или не
|
С запрещением маневрирования при отсутствии майны перед затвором, м |
|
|
|
С ограничением температуры при маневрировании, °С |
|
|
|
С ограничением (запретом) частичных открытий |
|
|
|
|
|
|
|
Следующую техническое диагностирование провести не позднее (указать месяц и год) |
|
нужно) провести оценку его остаточного ресурса (указать - да или нет)
|
|
|
|
Вниманию владельца затвора!
1. За невыполнение рекомендаций настоящего акта и неустранение замечаний, отмеченных в ведомости дефектов, комиссия по техническому диагностированию ответственности не несет.
2. Данный акт является неотъемлемой частью сертификата затвора.
Приложения:
1. Копия документа о проведении технического диагностирования.
2. Справка о характере работ, выполняемых затвором.
3. Выписка из сертификата об основных параметрах затвора.
4. Ведомость дефектов.
5. Акт проведения испытаний.
6. Результаты проверки химического состава и механических свойств, (если проводились).
7. Заключение по результатам неразрушающего контроля с указанием вида контроля и участков металлоконструкции, где он проводился.
8 Заключение о состоянии закладных частей и результаты нивелировки, если нивелировка проводилась.
Председатель комиссии (фамилия, инициалы, подпись)
|
|
|
|
|
|
|
|
|
|
|
|
|
Члены комиссии (фамилия, инициалы, подпись)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. В случае отсутствия обработки акта на ЭВМ, акт выполняется по аналогичной форме без вертикальных линий сетки.
Библиография
[1] Механическое оборудование гидротехнических сооружений ГЭС. Условия создания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[2] Гидроэлектростанции. Условия создания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[3] Гидроэлектростанции. Организация эксплуатации и технического обслуживания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[4] Гидроэлектростанции. Охрана труда (правила безопасности) при эксплуатации и техническом обслуживании сооружений и оборудования ГЭС. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[5] Гидротурбинные установки. Организация эксплуатации и технического обслуживания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[6] Здания ГЭС и ГАЭС. Условия создания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[7] Здания ГЭС и ГАЭС. Организация эксплуатации и технического обслуживания. Нормы и требования (Стандарт организации ОАО РАО «ЕЭС России», проект)
[8] Гидротехнические сооружения ГЭС и ГАЭС. Условия создания. Нормы и требования (СТО 17330282.27.140.002-2008)
[9] Гидротехнические сооружения ГЭС и ГАЭС. Организация эксплуатации и технического обслуживания. Нормы и требования (СТО 17330282.27.140.003-2008)
[10] Методики оценки технического состояния основного оборудования гидроэлектростанций (СТО 17330282.27.140.001-2006)
[11] Правила работы с персоналом в организациях электроэнергетики Российской Федерации (Приказ Минтопэнерго РФ от 19.02.2000 г. № 49)
[12] Перечень вредных и (или) опасных производственных факторов и работ, при выполнении которых проводятся предварительные и периодические медицинские осмотры (обследования), и порядок проведения этих осмотров (обследований) (Приказ Министерства здравоохранения и социального развития РФ от 16.08.2004 г. № 83)
[13] Инструкция по визуальному и измерительному контролю (Постановление Госгортехнадзора России от 11.06.2003 г. № 92, РД от 11.06.2003 г. № 03-606-03)
[14] Правила аттестации персонала в области неразрушающего контроля (Постановление Госгортехнадзора России от 23.01.2002 г. № 3, ПБ от 23.01.2002 г. № 03-440-02)
[15] О порядке подготовки и аттестации работников организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору. Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 29.01.2007 № 37.
Ключевые слова: Гидроэлектростанция (ГЭС), гидроаккумулирующая электростанция (ГАЭС), гидротехнические сооружения (ГТС), водопропускное сооружение, водопроводящее сооружение, механическое оборудование, затвор, сороудерживающая решетка, запань, эксплуатация, техническое обслуживание, стандарт организации (СТО), нормативно-технический документ (НТД).
Руководитель организации-разработчика НП
«Гидроэнергетика России»
Исполнительный директор ____________________________________P.M. Хазиахметов
Руководитель разработки
главный эксперт, к.т.н. ________________________________________в.С. Серков
Соисполнитель:
ОАО «ВНИИГ им. Б.Е. Веденеева»
Исполнительный директор _____________________________________Е.Н. Беллендир
Руководитель разработки
Директор Экспертного центра, к.т.н. _____________________________А.Г. Василевский
Исполнитель:
ведущий научн. сотр., д.т.н. _____________________________________В.Б. Штильман
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/54051/
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|